р
со
Изобретение относится к коксохимическому производству, а именно к переработке аммиаксодержащих абсорбционных вод (А) коксохимического производства.
Цель изобретения - снижение расхода щелочи на промывку за счет повышения селективности разделения аммиака и кислых компонентов.
Для переработки А в них предварительно вводят нелетучие соли аммония в количестве 100-300 г/дм3, отгоняют кислые компоненты, а затем отгоняют пары аммиака. Последние подвергают щелочной промывке для удаления остатков кислых компонентов. После промывки пары аммиака конденсируют и получают концентрированную аммиачную воду. В процессе можно использовать любые нелетучие соли аммония, однако наиболее экономичным является применение отходов коксохимического производства, содержащих хлорид, роданид, сульфат и тиосульфат аммония.
Селективность процесса разделения аммиака и кислых компонентов определяется фазовыми распределениями в системе аммиачный раствор - пар. Для системы H20-NH3- H2S-HCN-C02 невозможно достичь высокой селективности разделения аммиака и кислых компонентов без применения диссоциаторов, работающих при высоких давлениях и температурах.
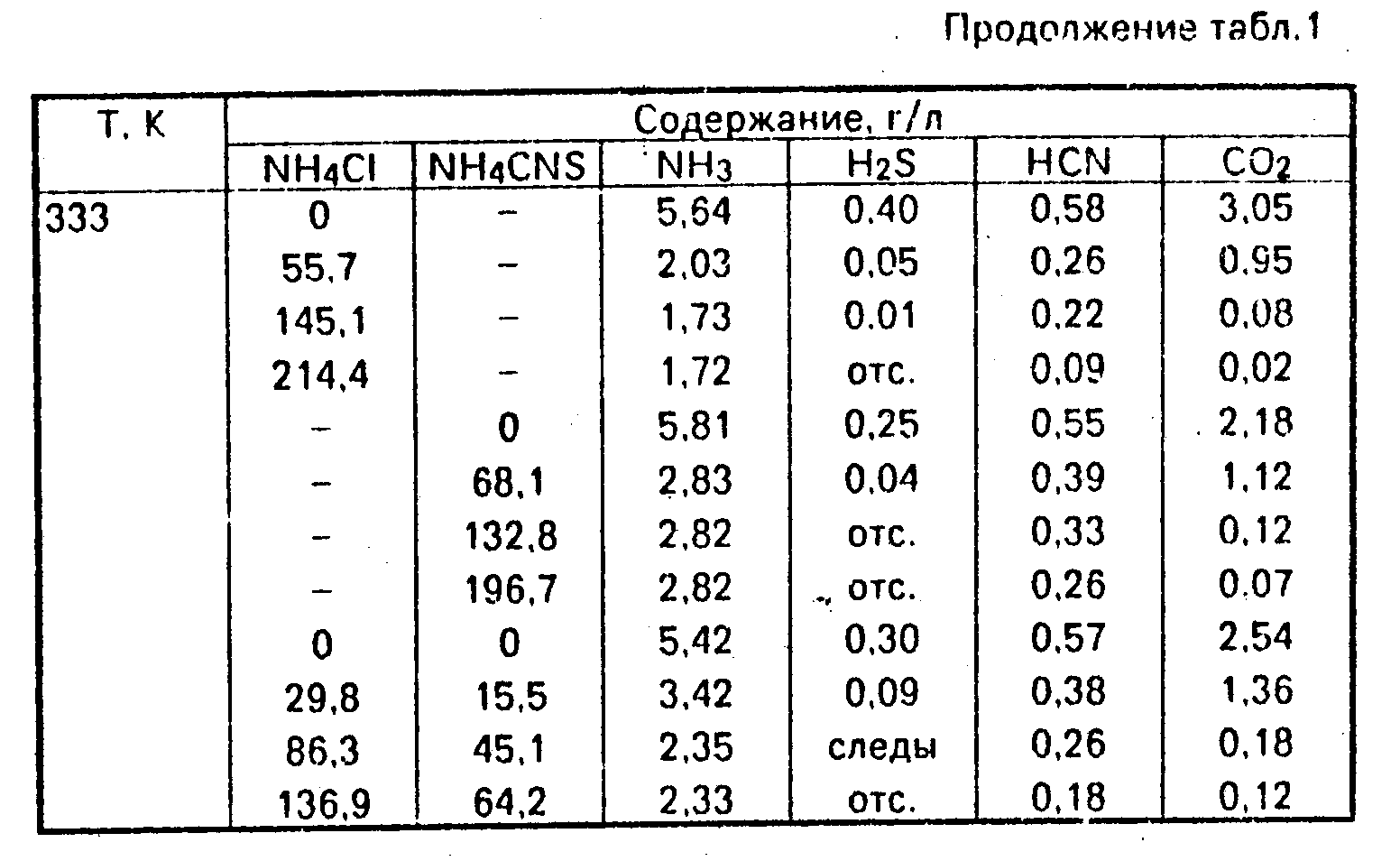
Экспериментально установлено, что нелетучие соли аммония или их смеси при концентрации не менее 100 г/дм обладают высаливающим действием по отношению к летучим компонентам коксового газа. Особенно оно проявляется к H2S и С02, что позволяет повысить селективность процесса отгонки кислых компонентов из А и существенно снизить расход щелочи при последующей очистке аммиачных паров перед их конденсацией. Верхний предел концентрации нелетучих солей аммония 300 г/дм3 установлен, исходя из растворимости этих солей и опыта экспериментальных исследований во избежание образования инкрустаций и отложений солей в оборудовании . В табл. 1, например, показана зависимость равновесных концентраций комФОРМУЛА ИЗОБРЕТЕНИЯ
1. Способ получения концентрированной аммиачной воды из аммиаксодержащих абсорбционных вод коксохимического производства , включающий отгонку кислых компонентов , последующую отгонку водяным паром паров аммиака, их щелочную промывку и конденсацию, отличающийся тем,
понентов коксового газа от содержания в растворе NH4CI, NH4CNS и их смесей.
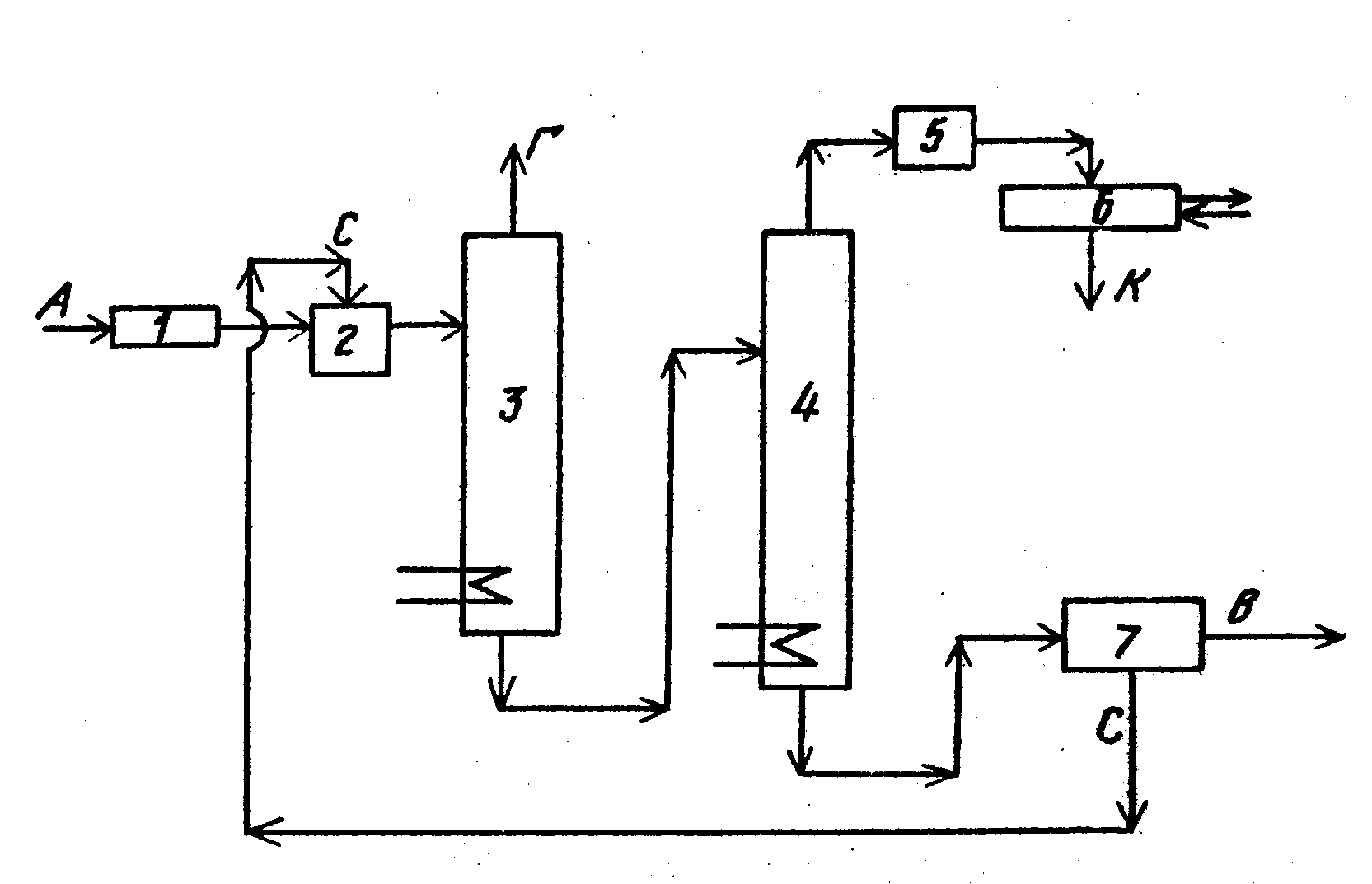
Пример. Принципиальная технологическая схема процесса переработки аммиаксодержащих абсорбционных вод коксохимического производства показана на чертеже. Абсорбционные воды после предварительного подогрева в теплообменнике 1 перемешиваются в реакторе 2 с раствором нелетучей аммонийной соли (С) до концентрации последней 100-300 г/дм и подаются в диссоциатор 3, где при помощи острого и (или) глухого пара отдуваются кислые компоненты. Аммиачная вода из диссоциа- тора 3 подается в дистилляционную колонну 4, в которой острыми (или) глухим паром отдуваются пары аммиака. В промывателе 5 они отмываются щелочью от остатков кислых примесей и в конденсаторе 6 охлаждаются с получением конденсата - концентрированной аммиачной воды (К), не содержащей сероводорода и углекислоты. Очищенная аммиачная вода из дистилляционной колонны подается в вакуум-выпарной агрегат 7 для концентрирования солей. Концентрированный солевой раствор (С) возвращается для смешивания с А, а вода, не содержащая солей (В), из агрегата 7 направляется на дальнейшую очистку. Сероводородный газ (Г), образовавшийся в диссоциаторе 3, поступает на переработку известными методами с получением H2S04 или S.
В табл. 2 приведены составы перерабатываемых вод на различных стадиях переработки при добавлении растворов NH4CI и отхода коксохимического производства -смеси нелетучих солей аммония NH4C1, NH4CNS, (NH4)2SO4, (NH4)2S203. Там же показан расход NaOH на промывку. Расход А 100 м /ч для потока по коксовому газу 100 тыс.нм3/ч. Состав А, г/дм3: 19,3 NH3, 3,86 H2S; 3,86 HCN; 7,72 С02.
Как видно из табл. 2, введение нелетучих солей аммония в аммиаксодержащие абсорбционные воды коксохимического производства позволяет повысить селективность разделения кислых компонентов и аммиака, по сравнению с прототипом в 23-31,5 раза сократить расход щелочи на промывку.
что, с целью снижения расхода щелочи на промывку за счет повышения селективности разделения аммиака и кислых компонентов, предварительно в абсорбционные воды вводят нелетучие соли аммония в количестве 100-300 г/дм3.
51830886
2. Способ по п.1, отличающийся тем, что в качестве нелетучих солей аммония используют отходы коксохимического произво
водства, содержащие хлорид, роданид, сульфат и тиосульфат аммония.
Таблица 1
Продолжение табл.1
17,4
3.483,48 6,95100
3,10J.10 6,20200
2.702,70 5,40300
3,483.48 6.Э568,3 29,3
З.Ю3,10 6,20136.6 58,6
2,702,70 5,40204,9 87.9
1,.Ofl 8,00 ,17.40 0,026 0,2200,044 101,3.
15.20 0.007 0.1800.007 202.5
12,9D 0,003 0,140О.С02 303,4
1,90,5 17,40 О.С27 Р.2230.045 69,2
3,81,0 15.30 0.008 0,1820,009 138,3
5,71,5 13.00 0,003 0,400,003 207,2
19,00 2,000 1,2001.&00 2Q .7 Z.O 5Э.З 4,0 88,8 5.9
0,5 |0
250
250 250 250 250
0,370 3.20 0,630
0,120 2,56 0,120 0,060 2,69 0,040 0,374 3,22 0,638 0,122 3,00 0,127
250 - - 0,60
1,5 250 0,060 2,77 0,050
250250250250250250 25,00030,0020,ОСС 250 .
0,10 0,04 0,60 0,10 0.04
4,50
43,60 36,40 31,90 43.81 Зь,65 32.22
1 .008
2
о
g
э