[1]Изобретение относится к ткацкому производству текстильной промышленности.
[2]Цель изобретения - повышение качества основных нитей при шлихтовании и снижение
обрывности их при ткачестве.
[3]Цель достигается тем, что согласно способу
шлихтование основных нитей проводится путем предварительного обогрева
струями пара с последующей пропиткой шлихтовальным раствором, обладающим
адгезионными свойствами согласно изобретения . После пропитки основных нитей
шлихтовальным раствором, основные нити отжимают, а перед сушкой обдувают направленным аэродинамическим потоком горячего воздуха с двух сторон, сушат, направляют
в делительное поле для их разделения и последующей намотки на ткацкий навой.
[4]Поставленная цель достигается, тем, что в устройстве для шлихтования основных
нитей, содержащем вертикальную запарную камеру, пропиточную ванну с погруженным
роликом, отжимное приспособление, сушильную камеру, делительное поле и узел
намотки, согласно изобретению, между отжимными валами и сушильной камерой установлен
узел, включающий два конусных
[9]полых цилиндра, расположенных встречно друг другу, причем в зоне прохождения основных
нитей образующие верхнего и нижнего цилиндров установлены параллельно
одна другой, а по линиям этих образующих выполнены пазы, расположенные друг относительно
друга под углом от 0 до 180° за счет возможности поворота цилиндров в
цапфах и фиксации под определенными углами ..
[10]Встречный движению нитей аэродинамический
направленный поток горячего воздуха направляют под углом к нитям основы
60 ... 75° к оси нитей с концентрированным местом встречи воздушных потоков
со скоростью 1 ... 20 м/с. Это обеспечивает надежное прилипание отошедших от нити в
процессе отжима одиночных волокон за счет адгезионных свойств шлихтовального
раствора, обеспечивает ровную и гладкую поверхность основных нитей, Слабо закрепленные
одиночные волокна при такой аэродинамической струе удаляются, придавая
поверхности нити сглаженную фактуру.
[11]Последовательность обработки основ-
ных нитей по разработанному способу включает следующие технологические операции:
[12]- сматывание нитей со сновальных валиков;
[13]-.пропаривание нитей в течение 1 с. с
последующей пропиткой нитей в шлихтовальном растворе, содержащем:
[15]крахмал70 превоцел или
[18]или БА200 на 1 м3 воды;
[19]- отжим нитей плюсовочными валами до содержания абсолютной влажности
80 ± 5 %, что соответствует содержанию шлихты на нитях б .., 6,8 г/м.;
[20]- обдув нитей двумя воздушными стру- ями, расположенными под углом 0 .., 90° к
продольной оси нитей при входе в сушилку, Оптимальная направленность аэродинамических
струй по отношению к оси основных нитей колеблется от 45 до 75°, что позволи-
ло определить оптимальный угол потока аэродинамической струи; скорость потока
колеблется от 1 м/с до 20 м/с. Оптимальная скорость составила 8± 1 м/с. При скорости
более 20 м/с основные нити забегают од- на на другую, вибрируют, образуют захле-
сты, переплеты, что приводит к обрыву на разделителе и дефектному наматыэанию на
ткацкий навой, а при скорости потока воздуха менее 4 ... Зм/с эффект обработки
резко снижается. Обязательным условием является то, чтобы встречные под углом
струи четко были направлены в одну точку на оси нити. В противном случае может произойти
смещение параллельно движущихся основных нитей, и,, как результат, перехлест ;
[21]- сушка при температуре воздушной среды 105... 120° С;
[22]- разделение склеенных при сушке основных нитей;
[23]- наматывание нитей на ткацкий навой.
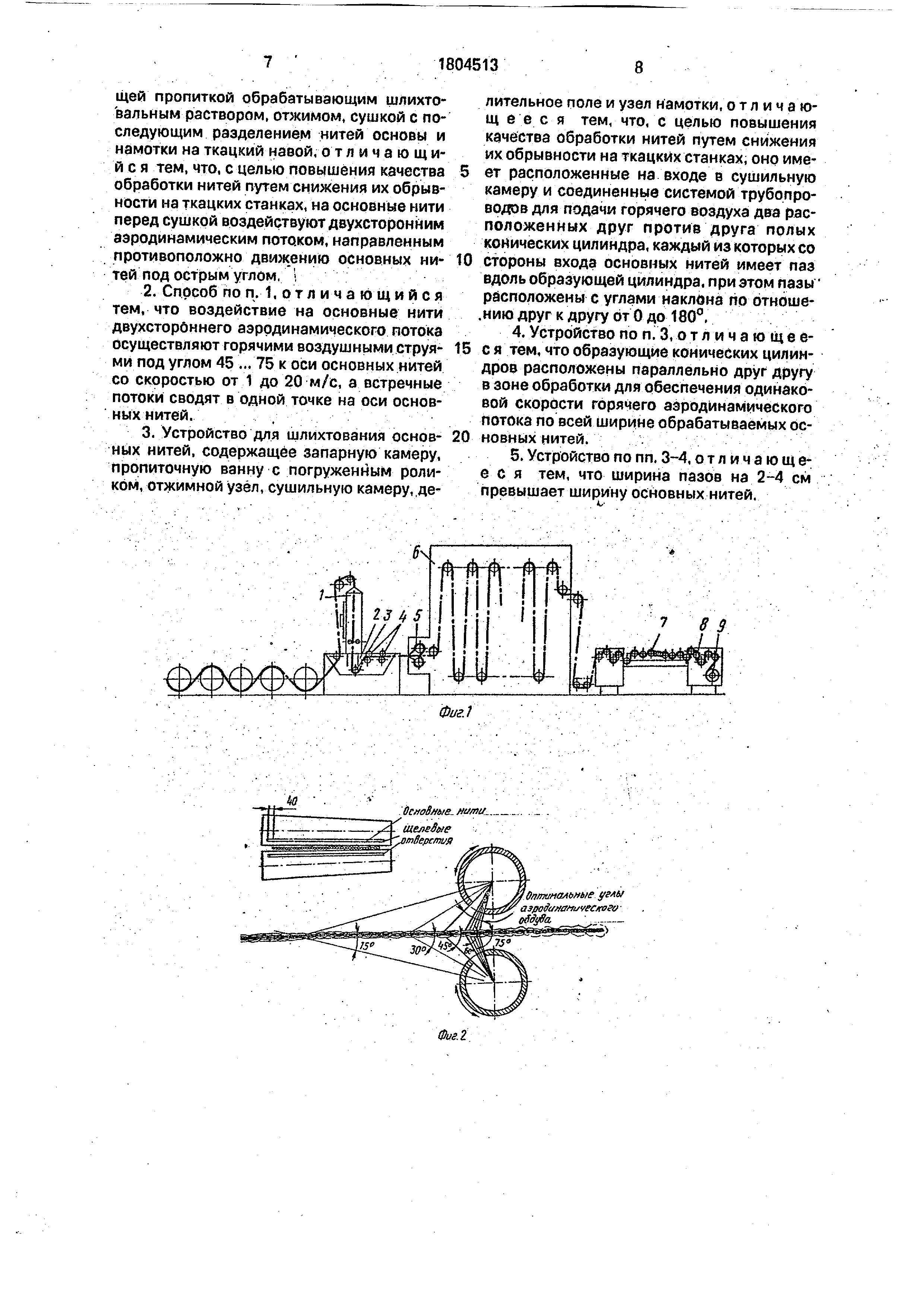
[24]На фиг. 1 изображена шлихтовальная машина с конструктивным узлом предлагаемых
способа и устройства шлихтования основных нитей; на фиг. 2 - двухструйный под
углом 45 ... 75° аэродинамический узел обдува основных нитей; на фиг. 3 - зависимость
толщины нитей от величины аэродинамического угла; на фиг. 4 - зависимость
относительной ворсистости нитей от величины аэродинамического угла,
[25]Устройство для шлихтования основных нитей содержит камеру 1, шлихтовальную
плюсовку 2 с погруженным роликом 3, отжимной узел 4, двухструйный аэродинамический
узел обдува 5, содержащий два конусных полых цилиндра 9 и 10 с пазами
11 и 12 по длине образующих, равными ширине обрабатываемых основных нитей плюс
2 ... 4 см на сторону. После аэродинамического узла расположена сушильная камера
6, которая может быть как конвективной,ьтак и кондуктивной, т. е. выполнена в виде ряда
сушильных барабанов, обогреваемых паром , температура поверхности которых составляет
105 ... 120° С. Затем основные нити проходят через делительное поле 7, узел
намотки 8 обработанных нитей на ткацкий навой 9,.
[26]Устройство работает следующим образом .
[27]Основные нити подвергаются предварительному
обогреву в вертикальной запарной камере 1, после чего без контакта с
воздушной средой нити пропитываются шлихтовальным раствором в плюсовке 2,
внутри которой имеется погруженный ролик 3, обеспечивающий направление движения
основных нитей к отжимным валам. Интенсивный перенос шлихтовального раствора
по толщине основных нитей происходит за счет конденсации пара в межволоконном
пространстве, макро-и микропорах волокон при попадании нитей в°шлихтовальный раствор
, т. е. созданию своеобразного вакуума, После пропитки нити отжимаются на плюсовке
с отжимными валами 4, а затем подвер- гаются двухстороннему аэродинамическому
[29]обдуву горячим воздухом из двух полых конусообразных цилиндров 5, по длине которых
выполнен паз под углом 60 ... 75° к основным нитям (фиг, 2). Длина паза вдоль
трубы равна ширине обрабатываемых ос- 5 новных нитей плюс 2 ... 4 см на каждую
сторону. При такой обработке за счет адге- зионных свойств шлихты одиночные и плохо
закрепленные волокна удаляются, а остальные приклеиваются к поверхности 10
нити и обеспечивают более ровную и гладкую ее поверхность. Далее нити сушат в
конвективной сушилке 6 или кондуктивно на поверхности сушильных барабанов. На
делительном поле нити разделяются и на- 15 правляются на узел 8, где и наматываются на ткацкий навой 9.
[30]Способ шлихтования основных нитей и устройство его реализующее, обеспечивают
более высокие физико-механические пока- 20 затели при практически (в приделах ошибки
опыта) одинаковой величине массы сухого продукта. Критерием оценки отшлихтован-
ных нитей по существующей и предлагаемой технологиям были приняты следующие 25
показатели: изменение толщины, относительная ворсистость поверхности нитей, обрывность
основных нитей на ткацких станках. Причем, по этим показателям проводилось
сравнение нитей, обработанных 30 по технологии прототипа и предлагаемого
способа. И, если обрывность нитей на ткац- : ких станках трудно поддается сравнению
из-за влияния и величины, соизмеримой с ошибкой опыта в 5 %, все-таки показатели 35
толщины нитей и, особенно, относительная ворсистость поверхности нитей, дают достаточно
четкую и объективную картину преимущества предлагаемого способа.
[31]Относительная ворсистость одного то- 40 чечногр замера в ворсинках определялась по формулу
[33]где К - общее число уровней,Af
- относительная ворсистость одного точечного замера ворсинок;50
NI - количество ворсинок .на уровнях в
[35]Wi - уровни, содержащие ворсинки.
[36]Параметром, характеризующим степень
ворсистости/является средняя пори- ее стость, определяемая по формуле
[45]где m - число точечных замеров.
[46]Толщину нитей определяли толщиномером-индикатором ТР-25-100.
[47]На фиг. 3 представлено изменение толщины нитей (пряжи) в зависимости от угла
аэродинамического обдува при постоянной скорости потока воздуха 8± 1 м/с. Из анализа
характера кривой хорошо видно, что толщина нитей уменьшается в пределах угла
обдува от 45 до 75°. Наименьшая толщина нитей при углах 60 ... 75°. Это
объясняется тем, .что при этих величинах угла обдува в большей степени удаляются
плохо закрепленные волокна, а те, которые не удалились, плотно прилегают и приклеиваются
к нити. Кроме того, движение нити на встречу аэродинамическому потоку,
обеспечивает лучшую упаковку массы нити. При этих углах обдува 15, 30 и 90° также
происходит утонение нити и толщина ее меньше, чем нити, обработанной по существующей
технологии, величина которой 0,28 (на оси Оу отмечена), При этих углах обдува
наблюдается удаление плохо закрепленных волокон (15 и 30°), упаковка и прилипание
(при 90°), но частичное и разрыхление.
[48]Более наглядную картину можно получить
, анализируя кривую, представленную на фиг. 4. Зависимость относительной ворсистости
нитей от величины угла аэродинамического обдува практически повторяет
характер предыдущей. Именно при углах аэродинамического обдува 45 ... 60 ... 75°
снижается ворсистость нитей практически в 2 раза по сравнению с пористостью нитей,
обработанных по существующей технологии (прототипу), Так,например, толщина нити
, обработанной на стадии сушки с использованием встречных аэродинамических
струй горячего воздуха, уменьшилась с д -0,28 мм по технологии прототипа, до
д 0,19 мм по предлагаемой технологии; разрывная нагрузка, увеличилась с 16,53
rc/текс по технологии прототипа до 17,01 гс/текс по разработанной технологии; относительная
ворсистость нитей уменьшилась с 16 до 7,5. Выборка оставляла 100 измерений .
[49]Несмотря на незначительные улучшения физико-механических показателей основных
нитей, обработанных по предлагаемой технологии, очень важным критерием является
поверхностное состояние нитей, оказывающее решающее влияние на обрывность
в зависимости от ассортимента вырабатываемых тканей.
[50]Формула из обретения .
[51]1. Способ шлихтования основных нитей путем обогрева струями пара с последующей пропиткой обрабатывающим шлихтовальным раствором, отжимом, сушкой с последующим
разделением нитей основы и намотки на ткацкий навой, о т л и ч а ю щ и-
й с я тем, что, с целью повышения качества обработки нитей путем снижения их обрывности
на ткацких станках, на основные нити перед сушкой воздействуют двухсторонним
аэродинамическим потоком, направленным противоположно движению основных нитей под острым углом, I
[52]2. Способ по п. 1, о т л и ч а ю щ и и с я тем, что воздействие на основные нити
двухстороннего аэродинамического потока Осуществляют горячими воздушными струями
под углом 45 ... 75 к оси основных нитей со скоростью от 1 до 20 м/с, а встречные
потоки сводят в одной точке на оси основных нитей.
[53]3. Устройство для шлихтования основных нитей, содержащее запарную камеру,
пропиточную ванну с погруженным роликом , отжимной узел, сушильную камеру, делительное поле и узел намотки, о т л и ч a tout ее с я тем, что, с целью повышения
качества обработки нитей путем снижения их обрывности на ткацких станках; оно имеет
расположенные на входе в сушильную камеру и соединенные системой трубопроводов
для подачи горячего воздуха два рас- положенных друг против друга полых
конических цилиндра, каждый из которых со
[54]стороны входа основных нитей имеет паз
вдоль образующей цилиндра, при этом пазы расположены с углами наклона по отноше-
.нию друг к другу от 0 до 180°,
[55]4. Устройство по п. 3, отличающее-
с я тем, что образующие конических цилиндров расположены параллельно друг другу
в зоне обработки для обеспечения одинаковой скорости горячего аэродинамического
потока по всей ширине обрабатываемых бс- новных нитей.
[56]5. Устройство по пп, 3-4, отличающееся тем, что ширина пазов на 2-4 см
превышает ширину основных нитей.
[60]Ul/ Ъ JO 45 ЬО r/О 90.
[61]. Угол аэродинамического ойдуба .градФиг .З
[62]1 -нить оЬраЪотано по технологии прототипа
[63]2 -нить обработана поразроЬотаннои технологии