[1]Изобретение относится к области крупного
электромашиностроения, может быть использовано при изготовлении стержней
обмотки статора высоковольтных турбо- и гидрогенераторов.
[2]Изолированный стержень обмотки статора содержит внутри слой собственно изоляции
, обеспечивающий электрическую прочность обмотки, и снаружи слой полу-
провбд ящ ёго покрытия, предназначенный для защиты от ионизационного разрушения
и сохранения исходной электрической прочности ее в течение всего срока эксплуатации машины.
[3]Известен способ изготовления стержней обмотки статора, согласно которому на
стержень наносят термореактивную изоляцию , помещают в пресс-планки и термооб-
рабатывают. При этом получают заготовку стержня с толщиной изоляции, несколько
превышающей требуемую для номинального напряжения. Затем заготовку стержня
калибруют, т.е. путем дополнительной механической обработки устраняют погрешности
и отклонения, оставшиеся после опрессовки: удаляют о&лой и за счет излишков
изоляции уточняют прямоугольность формы поперечного сечения и придают ему
заданные размеры. После этого на стержень наносят полупроводящее покрытие и
передают на укладку в паз статора.
[4]В изготовленных таким образом стержнях
изоляция имеет переменную толщину по периметру и длине стержня, зависящую
от фактической усадки изоляции при опрес- совке и снимаемой толщины изоляции при
мехобработке в процессе калибровки, а толщина полупроводящего покрытия одинакова
при всех номинальных напряжениях.
[5]Преимущественно указанного способа
состоит в том, что он обеспечивает повы- шенную точность размеров поперечного сечения
по длине стержня и, как следствие, . наименьший зазор между поверхностью
изоляции и стенками сердечника статора, чем способствует повышению эффективности
охлаждения обмотки, а также наибольшее заполнение паза медью.
[6]К недостаткам способа относится низкая механическая прочность применяемого
в данном способе мягкого полупроводящего покрытия, которое приклеивается к от-
калиброванной поверхности изоляции нахолодно и без обжатия, а также снижение
электрической прочности изоляции, подвергаемой механической обработке, особенно
при несимметричном (одностороннем) снятии излишков изоляции.
[7]Известен также способ (прототип) изготовления стержней обмотки статора, который предусматривает н анесение полупроводящего покрытия на сырую неотвержденную
изоляцию. Изоляция и по луп поводящее покрытие проходят совместную горячую опрессовку
и запечку в пресс-планках. Из пресс-планок стержень выходит сразу с окончательными
размерами и без калибровки передается на укладку в паз статора.
Полупроводящее покрытие на термореактив0 ном связующем, нанесенное, спрессованное и
термообработанное совместно с основной изоляцией, образует механически прочную
оболочку, склеенную с корпусной изоляцией. Глянцевая поверхность оболочки обеспечива5
ет свободное вхождение стержня в паз и облегчает его перемещение в пазу без нарушения покрытия.
[8]Недостатком этого способа является низкая точность размеров поперечного се0
чения изготовленного стержня и связанное с ней вынужденное увеличение зазоров
между стержнем и стенками паза, снижающее теплоотдачу обмотки, особенно с косвенным
воздушным охлаждением, и
[9]5 требующее дополнительное уплотнение
стержня в пазу, например, с помощью полупроводящих прокладок или с помощью нанесенного
поверх жесткого полупроводящего покрытия дополнительного пластично-эла0
стачного полупроводящего слоя, заполняющего по месту зазоры при укладке стержней.
Общий недостаток известных способов связан с применением в качестве прессующего
и формующего элемента плоских или
[10]5 Г-образных планок. Они выполняются металлическими
и используются многократно при изготовлении стержней. В каждом цикле
опрессовки планки устанавливают на спрессованную изоляцию, снимают со
[11]0 стержня после опрессовки и запечки изоляции , затем их чистят, замывают и готовят к
последующей опрессовке. Все операции, связанные с подготовкой и установкой планок
, выполняются вручную и относятся к
[12]5 категории тяжелого и вредного физического
труда, что в немалой степени предопределяет субъективный фактор неточного и некачественного
изготовления стержней.
[13]Недостатком способа-прототипа явля0
ется то, что полупроводящее покрытие, как и основная изоляция, выполняется в виде
лент, наматываемых по спирали вдоль стержня . После запечки они образуют монолит-
. ную анизотропную слоистую спирально
[14]5 ориентированную структуру. Калибровка
спирально намотанной запеченной заготовки без повреждения полупроводящей ленты
и нарушения сплошности запеченного полупроводящего слоя не удается. Поэтому в
угоду сохранения высокой механической
[15]прочности и адгезии запеченного полупроводящего покрытия вынуждено отказываются
от калибровки и идут на понижение класса точности изготовления стержней,
[16]Целью изобретения является упрощение изготовления стержня и улучшение качестве
стержней путем повышения точности геомет- . рических размеров стержня.
[17]Существо предлагаемого способа состоит в том, что на стержень наносят слой
изоляции и слой противокоронного покрытия толщиной, большей номинальной на величину
усадки изоляции, укладывают на стержень прессующие планки, вакуумиру-
ют, спрессовывают и термообрабатывают стержень до отверждения связующего и
склеивания противокороного покрытия с изоляцией, после чего на участках стержня
с размерами, превышающими номинальные , излишки толщины противокоронного
покрытия удаляют механической обработкой .
[18]Новизна предложения состоит в увеличении
против номинальной толщины полупроводящего покрытия и в дополнительной
механической обработке (калибровке)готового стержня по полупроводящему покрытию .
[19]Преимущество предлагаемого способа заключается в том, что он на высоком изо-
бретательском уровне позволяет разрешить сдерживающее дальнейшее развитие
технологии основное техническое противоречие между повышением электрической
прочности изоляции и в, конечном счете, снижением рабочих температур изоляции,
[20]Еще одно преимущество изобретения состоит в том, что достигается экономия материала
, Для этого слой противокоронного покрытия образуют путем изготовления
прессующих планок из материала противокоронного покрытия и укладки их с четырех
сторон на каждую грань стержня. По завершении процессов вакуумной сушки, опрес-
совки и термообработки планки прочно соединяются с изоляцией. Затем стержень
подвергают калибровке в пределах толщины полупроводящих планок.
[21]Возможность реализации предлагаемого изобретения иллюстрируется тремя
примерами и поясняется чертежами, где на фиг.1 изображен стержень обмотки статора
с полупроводящим покрытием до и после механической обработки последнего, на
фиг.2, 3 и 4 показаны различные варианты исполнения термореактивного полупроводящего
слоя и его механической обработки.
[22]Пример 1. Слой противокоронного
покрытия наносят из полупроводящего изотропного материала, например, полупроводящего препрега и стержень калибруют до заданных размеров путем механической обработки
полупроводящего слоя при плавном изменении подачи режущего инструмента.
[23]Способ поясняется фиг.1-4.
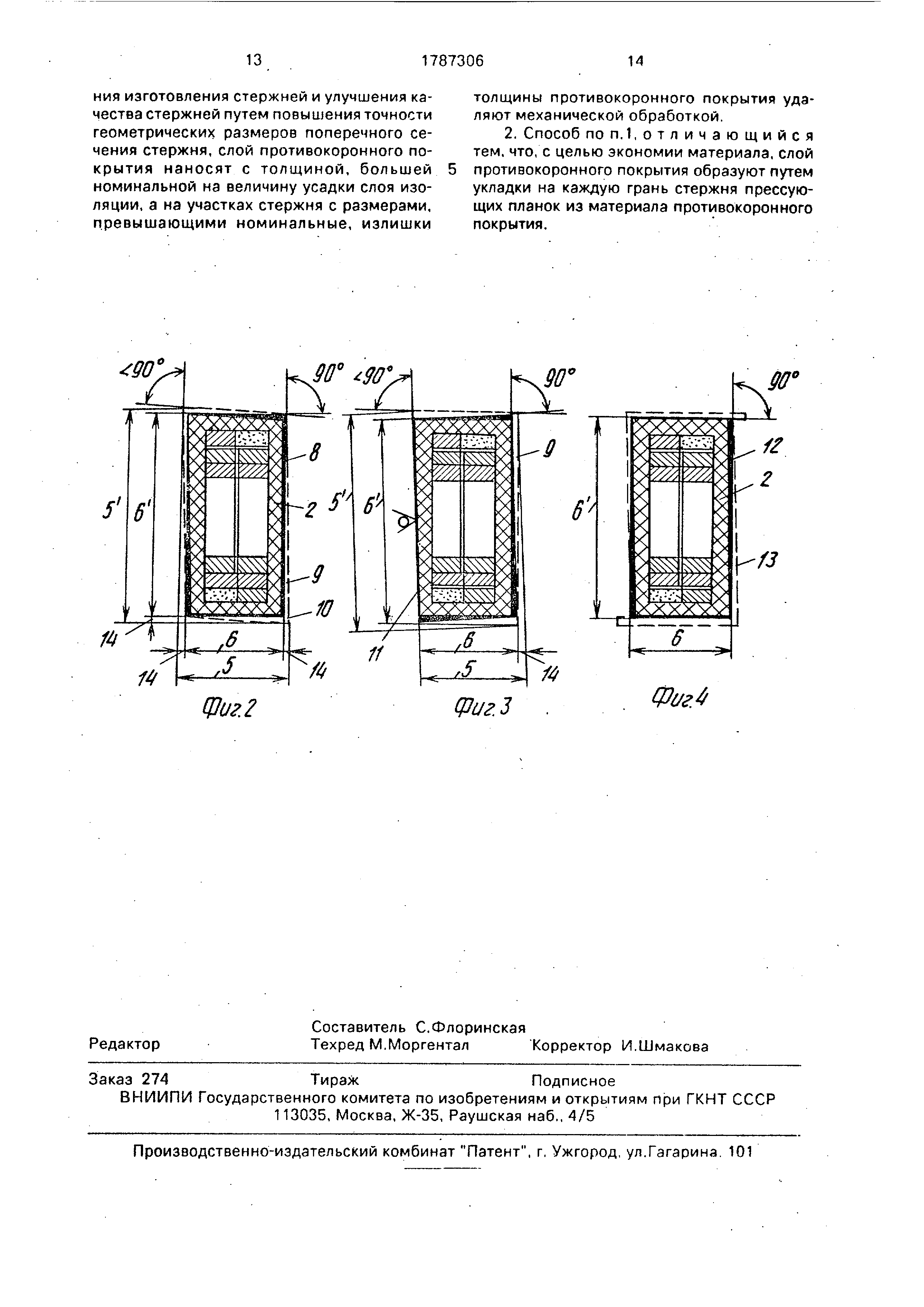
[24]На фиг.1 представлен стержень 1 с то-
коведущей жилой, изоляцией 2, полупроводящим слоем из изотропного полупроводящего
препрега перед механической обработкой 3 и тем же слоем с переменной по поперечному
сечению и по длине толщиной после мехобра- ботки (калибровки) 4, поперечными размерами
стерх ня после опрессовкй до калибровки 5 и 51 и после калибровки 6 и б1, припуском
полупроводящего слоя 7.
[25]Благодаря изотропности препрега механическую
обработку полупроводящего слоя удается проводить при плавном изменении
глубины резания и тем самым получать любую наперед заданную точность изготовления детали.
[26]В качестве изотропного материала для противокоронного покрытия стержня используется
полупроводящий прёпрег, который выпускается, как правило, в виде
рулонов. Это позволяет вырезать из него полотна требуемых размеров и наносить их
на стержень, по длине в виде намотанных вокруг стержня одной или нескольких простынок
, Поверх препрега наносят антиадге- зионный слой, например, из
фторопластовой пленки. При опрессовке препрег растекается по стержню и стыки
простынок соединяются и спаиваются между собой, в результате чего после запечки
образуется сплошной полупроводящий слой с изотропной структурой, склеенный с
изоляцией. Режим обработки (глубина резания , скорость резания и др.) зависит от однородности
и прочностных характеристик запеченного слоя полупро водящего покрытия
, его ад гёз й й с иЗШ яцйеЙ1 чйстотъГЪбра- ботки поверхности и др. и определяется
отдельно в каждом конкретном случае.
[27]Пример 2. Слой противокоронного
покрытия наносят в пазовой и лобовых частях вдоль стержня на каждой грани в виде
пластин из готового полу проводящего материала с заданнымудельным сопротивлением,
отличающегося плоскостной анизотропией, например, полупроводящего однонаправленного
слоистого пластика, например стеклопластика , и стержень калибруют до заданных
размеров путем механичёс кой обработки полупроводящего слоя при дискретном изменении
глубины резания, кратной толщине составляющих слоев пластика.
; На фиг.2 и 3 изображены поперечные сечения стержня с анизотропным полупро-
водящйм слоем из полупроводящего стеклопластика 8, припуска, пластика 9, снимаемым
при мехобработке, наружным контуром 10 заготовки стержня в виде
неправильного четырехугольника с размерами .5 и 51 после опрессовки до калибровки
и размерами 6 и б1 прямоугольного сечения стержня после калибровки.
[28]На фиг.З показано поперечное сечение стержня при асимметричной калибровке покрытия
с необрабатываемым с одной стороны стержня слоем полупроводящего пластика 11.
[29]Структура материала противокорон- ного покрытия в этом случае позволяет производить
тонкую обработку стержня с относительно малой и контролируемой подачей
режущего инструмента. При слоистой структуре этих материалов удается сравнительно
легко расщеплять их послойно и изменять их толщину, не нарушая механического состояния смежных слоев.
[30]Самое простое по исполнению полупро- водяще е покрытие с такими структурными
особенностями получается, если поверх изоляции к каждой грани стержня припрес-
совать пластины из полупроводящего стек- лотекстолита с заданным удельным
сопротивлением для пазовой и лобовых частей . Для этого пластины устанавливают на
каждую из четырех граней стержня поверх нанесенных сырых изоляционных лент со
связующими и закрепляют с помощью анти- адгезионной ленты,например, из фторопла-
стовой пленки, спирально нам.отанной поверх пластин вдоль стержня. При опрес-
совке связующее изоляционных лент запол- н яет зазор между полупроводящим.й
пластинами « изоляцией. В процессе запечки связующее отверждается, и прокладки,
припрёссованные к изоляции, склеиваются с ней и образуют на гранях стержня полу-
провод ящий слой из стеклотекстолита. Этот вариант способа предпочтителен при изготовлении
стержней с ручной калибровкой. Полупроводящий стеклотекстолит, как известно
, представляет собой слоистый прессованный материал, состоящий из нескольких
слоев стеклоткани, пропитанной термореактивной полупроводящей смолой. Толщина
полупроводящего стеклотекстолита обычно составляет 0,35-2,00 мм, толщина используе-
мой в нем стеклоткани равна 0,08-0,10 мм. Калибровка вручную выполняется острым ножом
, напильником, шабером и др. слесарным инструментом. При этом полу про водящую
стеклотекстолитовую пластину сначала снаружи частично по толщине расщепляют, затем
подрывают и снимают (отдирают) один или несколько слоев ткани в местах с повышенными
против заданных размерами поперечного сечения по длине стержня.
[32]При использовании в полупроводящем стеклотекстолите стеклоткани толщиной
0,08 мм допуски могут составлять 0,08:0,16; 0,24 мм и т.д. при снятии одного, двух, трех
[33]5 и т.д. слоев ткани, т.е. дис кретны с шагом 0,08 мм. Минимальная толщина покрытия,
остающегося на стержне при калибровке . вручную, будет равна толщине одного слоя
стеклоткани и составлять в этом примере
[35]Для удобства и упрощения процесса калибровки мехобработку стержня целесообразно
проводить с одной установки. Это достигается асимметричным выполнением
[36]5 полупроводящего покрытия: на той из двух противоположных граней, которая не подлежит
мехобработке, полупроводящая пластина 11 имеет минимальную толщину
только для нужд противокоронной защиты,
[37]0 а на второй грани полупроводящая пластина
11 имеет минимальную толщину только для нужд противокоронной защиты, а на
второй грани полупроводящая пластина выбрана толще с припуском на механическую 5 обработку.. .
[38]Выбор обрабатываемой грани определяется в зависимости от направления отгиба
лобовых частей, их длины, положения центра тяжести стержня и т.п. с учетом на0
дежного закрепления стержня и удобного подвода резца к обрабатываемой поверхности .
[39]Стержни со стеклотекстолитовым полупроводящим покрытием при ручной и меха5
нической обработке имеют такую же высокую точность геометрических размеров
поперечного сечения, как и стержни с пре- преговым полупроводящим слоем, обработанные на станке.
[40]0Размер 14, представляющий разность размеров поперечного сечения стержня после
опрессовки для мехобработки 5 и после калибровки 6, равен величине, на которую
сокращается допуск на размеры стержней с
[41]5 термореактивным полупроводящим покры-
. тием при изготовлении их предложенным способом с калибровкой по сравнению с
изготовлением известными способами без калибровки,
[43]Пример 3. Слой противокоронного покрытия, играющий одновременно роль
прессующих планок, наносят вдоль стержня на каждую грань непосредственно поверх
[44]55 стеклослюдинитовых лент в виде плоских или Г-образных планок из полупроводящего
стеклопластика толщиной, по меньшей мере равной величине усадки изоляции при
последуюа(ей опрессовке и, не снимая планки после запечки, стержень калибруют
[45]до заданных размеров путем механической обработки последних.
[46]На фиг.4 изображено поперечное сечение стержня с прикрепленными в процессе
опрессовки и запечки стержня полупроводящими стеклопластиковыми Г-образными
планками 12 с их контуром 13 до механической обработки и размерами поперечного
прямоугольного сечения стержня б и б1 после обработки планок.
[47]При изготовлении стержней обмотки статора, характеризующихся постоянством
прямоугольной конфигурации в пределах прямолинейной пазовой части, применение
пресс-лланок одноразового использования с последующим сохранением их после опрессовки
в конструкции стержня становится возможным, если пресс-планки изготовить
из полупроводящего стеклопластика или уг- леволокнистого пластика. Для этого полупроводящие
пресс-планки плоские вырезаются из готового полупроводящего стеклотекстолита, либо, как и Г-образные
.планки, предварительно прессуются из тех же материалов, из которых изготавливается
полупроводящий стеклотекстолит. Толщина пресс-планок должна быть не меньше величины
усадки находящейся под ними изоляции в процессе последующей опрессовки и заиечки. .. .
[48]Для повышения устойчивости пресс- планок на внешней стороне их может быть
предусмотрена решетка из взаимно перпендикулярных ребер жесткости, выпрессо-
ванная заодно с телом планок.
[49] Пресс-планки устанавливают непосредственно
поверх стеклослюдинитовых лент. ,По завершению процессов вакуумной сушки
, опрессовки и термообработки планки прочно соединяются (вклеиваются) с изоляцией
. В результате этого получается заготовка изолированного стержня с необработанным
полупроводящим слое.м. В дальнейшем стержень подвергают мехобработке вручную
или на станке в пределах толщины полупроводящего стеклотекстолита до получения
требуемых размеров с заданной степенью точности,. .
[50] Применение описанного в примере 3
варианта способа изготовления стержней по безотходной технологии позволяет избавиться
от вредных и трудоемких операций по подготовке и установке пресс-планок для
опрессовки изоляции и исключить субъективные факторы, влияющие на.неточное изт готовление стержней.
[51]Отказ от традиционных материалов - ленточных подложек - и традиционных способов
их нанесения - спиральной намотки, а также подбор и использование в полупроводящем покрытии ле гко обрабатываемых материалов позволили приводить механическую
обработку на станке (фрезерование, шлифование и др.) без нарушения адгезии и
5 повреждения слоя с сохранением его сплошности и электрических параметров.
[52]При изготовлении стержней по предложенному способу из двух составляющих
элементов стержня -изоляции и полупрово- 0 дящего покрытия - неизменной остается
расчетная в зависимости от номинального напряжения толщина изоляции, а переменной
получается толщина полупроводящего покрытия, изменяющаяся в зависимости от
[53]5 фактического распределения усадки изоляции по длине стержня, В этом случае обработка
ведется в пределах толщи ны полупроводящего слоя, слой изоляции не
затрагивается и не травмируется, и, как
[54]0 следствие, откалиброванные стержни сохраняют
, исходную предельно возможную электрическую прочность, заложенную в
них особенностями того или иного способа изготовления собственно изоляции.
[55]5 Полупроводящему покрытию, кроме основного , предписывается новое функциональное
назначение - технологическое: как легко обрабатываемый элемент стержня
оно должно обеспечить упрощение механи0 ческой обработки и при переходе от ручной
к машинной калибровке повысить класс точности изготовления стержня. При калибровке
по полупроводящему слою, в отличие от калибровки по изоляционному
[56]5 слою, появилась возможность контроля процесса обработки стержня по предотвращению
повреждения изоляции с четко выраженной обратной связью: визуально по
цвету (цвет покрытия определяется цветом
[57]0 полупроводящего пигмента (порошка) - черный
, серый, зеленый и др. - резко отличается от цвета собственно изоляции) или
объективно следящей системой с индикатором , реагирующим на изменение электро5
проводности обрабатываемой поверхности при прохождении режущего инструмента -
резца, фрезы, шлифовального камня и др. - от полупроводящего покрытия до непроводящей изоляции..
[58]0 Использование полупроводящего покрытия в качестве регулировочного слоя при
калибровке стержня и объективного контроля размеров поперечного сечения и параметров
покрытия в процессе мехобработки
[59]5 допускает асимметричную обработку противоположных
граней. Работоспособность покрытия при мехобработке не нарушается
при изменении толщины покрытия по длине стержня, если поверхностное сопротивление
покрытия находится в пределах обычно
[60]принятых норм: 10-10 Ом в пазовой части и 108-1010 Ом в лобовых частях (1,2).
[61]Благодаря Упрощению процессов мехо- работки и контроля, калибровку стержней
по полупроводящему покрытию можно автоматизировать и перевести на конвейер
при более низкой квалификации работающих , чем при ручной калибровке по изоляции .
[62]Предельно возможная точность изготовления стержней с помощью мехобработ-
ки на металлорежуа их станках может быть достигнута, если для обрабатываемого слоя
применен изотропный материал. В этом случае, как и при обработке металла - классического
представителя изотропных материалов , - возможно плавное изменение
глубины резания, и точность изготовления изолированного стержня приближается к
точности изготовления металлического стержня тех же размеров и обработанного
на одном и том же оборудовании. Поле допусков здесь становится менее случайной и
более управляемой величиной, а экономически обоснованная точность обработки
стержня будет зависеть от точности изго- товления ответной сопрягаемой со стержнем
детали - паза сердечника статора.
[63]При наиболее часто встречающейся
симметричной сиътеме-допусков для промежуточной посадки сопрягаемых деталей
стержень-паз положительный допуск на так называемый размер в свету шихтованного
сердечника статора задает величину отрицательного допуска на размер стержня.
Так, например, при точности изготовления по 12-му квалитету, принятой при обработке
основных деталей турбо-и гидрогенерато- р ов, при размере паза в свету, не Допускающего
после шихтовки дополнительную механическую обработку из-за опасности
замыкания листов электротехнической стали сердечника статора и составляющего 25-
. 30 мм, допуск не превышает 0,25 мм, т.е. поле допуска уже в 5-6 раз, чем у стержней
без калибровки, и до 2-х раз по сравнению со стержнями с калибровкой по изоляции.
Следует отметить, что при необходимости облегчить укладку обмотки в статор стержни
могут быть изготовлены еще с меньшим допуском по ближайшему более точному квалитету
по Отн ошёнию к квалитету паза.
[64]П рй ШгШШШнйи прёдл а га ё М Ьго с ггб-
соба изготовления стержней достигается любая нагшрей заданная точность изготовления
стёр жней; скоорДййировайная по точности изготовления паза сердечника статора
, при механически прочном терморёа к- тивном ж ёс Шм Шлупровбдящем покр ыт йй
и минимальном за зо ре между стержнем и
[65]стенками паза. Это позволяет повысить использование
активной зоны современных машин предельных мощностей и дальше
поднять уровень их технико-экономических
[67]. Возможность реализации предлагаемого изобретения рассмотрена выше при рассмотрении
вариантов исполнения жесткого противокоронного покрытия при изготовлении
стержней с повышенной точностью геометрических размеров.
[68]Благодаря применению предлагаемого способа изготовления стержней обмотки
статора электрической машины с использованиём жесткого термореактивного полупроводящего
покрытия в качестве механически обрабатываемого регулируемого слоя при калибровке
, появилась возможность объективного контроля обработки стержня: слежение
[69]за изменением размеров поперечного сечения при строгом соблюдении электрических
параметров полупроводящего покрытия в процессе обработки.
[70]В результате этого прежде всего стал
[71]возможным пересмотр на обратную общей
концепции о допустимости механической обработки изолированного стержня и, как
следствие, открылись широкие возможности по повышению точности изготовления
[72]стержней с использованием методов мехоб- работки, принятых при изготовлении металлических
деталей. Стержни обмоток статора из разряда неточных деталей электрических
машин при применении предложенного
[73]способа переходят в разряд деталей повышенной
точности изготовления. Их применениепозволит повысить технико-экономические показатели современных
высокоиспользованных злектрических машин.
[74]Заявляемый способ изготовления
стержней обмотки статора электрической машины предлагается применить при изготовлении
крупных электрических машин с
[75]косвенным воздушным охлаждением обмоток
с утоньшенной изоляцией предельной мощности - турбогенераторов 200-220 МВт и
капсульных гидрогенераторов 40-500 МВт.
[78]1. Способ изготовления стержня обмот- Кй Статора, согласно которому на стержень
наносят слой изоляции и слой прОтивоко- 55 ровного покрытия, укладывают на стержень
прессующие планки, вакуумируют, спрессовывают и термообрабатывают стержень до
отверждения связующего и склеивания про- тмвокоронного покрытия с изоляцией, о т-
л м ч а ю щ и и с я тем, что, с целью упрощения изготовления стержней и улучшения качества
стержней путем повышения точности геометрических размеров поперечного сечения
стержня, слой противокоронного покрытия наносят с толщиной, большей
номинальной на величину усадки слоя изоляции , а на участках стержня с размерами,
превышающими номинальные, излишки
[79]толщины противокоронного покрытия удаляют
механической обработкой.