[1]Соотношение составных частей ката
лизаторов Мп:Со:К 1:1:2. В качестве инициатора процесса используют водный насыщенный раствор КМп04, причем
количество инициатора 0,5 мае.; по отношению к количеству подаваемых в колонну н-алканов в пересчете на Мп.
Место подачи инициатора - верхняя полка абсорбционной колонны. Нагрузка колонны по жидкости 3,14 м3/м2-ч
1C,63 кг.). Снизу колонны подают обогащенный кислородом воздух в коли- ,честве 2300 мз/м2. ч (3,818 )
так, что избыток кислорода по отноше- нию к н-алканам составляет при его содержании в газовом потоке
40,5 об Д.
[2]Соотношение жидкости к газу 0,9. Скорость газового потока в поперечном
сечении колонны при этом 0,6 , в отверстиях колонны 2,53 . В процессе окисления подаваемая сверху
жидкость стекает в низ колонны и контактирует с подаваемым в противотоке
газом, причем на каждой из тарелок колонны имеют место условия идеального
перемешивания, а также контролируемой реакции с кислородом, в результате
которой образуются требуемые про- дукты, т.е. жидкость обогащается жирными кислотами по мере ее стекания
в низ колонны с тарелки на гарелку. Сопровождающая процесс реакция является
реакцией псевдопервого порядка и протекает в жидкой фазе при 190 С.
Процесс проводят в условиях небольшого давления (0,12 МПа), возникающего
вследствие сопротивления гарелок и слоя жидкости на них, в нижней части
колонны. Время пребывания реакционной массы в колонне 45 мин, достигаемая
при этом степень превращения н-алканов 95% (4 4 кг ч), причем в остатке
наблюдают непрореагировавшие н-ал- каны в количестве 0,23f кг. (5 мас.%) .
[3]Послереакционный продукт отбирают главным образом в нижней части колонны
и подвергают дистилляции с целью выделения жирных кислот. Содержание жирных кислот Cft-C g в продукте
3,1 кг.ч (71,4 мас.%), причем, С {г -С (4 составляет около 50 этого количества
, что соответствует селектив- ности процесса, содержание кетонов (в основном р-двукетонов) 1,23кг-ч 1
(28 мас.%), потери 0,264 (0,6 мас.%), Дистилляционный остаток , содержащий в основном дву- кетоны и непрореагировавшие н-ал- каны, после удаления катализатора
смешивают с исходным сырьем. В реакционной массе не обнаружено побочных продуктов и продуктов разложения
- оксикислот, перекисей, муравьиного и уксусного ангидридов, а также жирных кислот ниже Са.
[4]П р и м е р 2. Процесс проводят в абсорбционной колонне конструкции,
как в примере 1, свободное сечение 60%.
[5]В качестве субстрата используют
легкие фракции парафинов, получаемые при депарафинизации нефти и содержащие
н-алканы C(,fc в количестве около 90 мае Л и около 10 мас.% минеральных масел, Субстрат смешивают с
растворяющимся в нем катализатором - стеаратами марганца, никеля, кобальта
и калия в количестве 0,2 мас.% при их соотношении 1:1:1;2,
[6]Получаемую смесь, нагретую до 140°С, подают на верхнюю тарелку абсорбционной
колонны, как в примере 1, Одновременно на эту же тарелку в колонну
подают инициатор процесса окисления - насыщенный водный раствор в количестве 0,2 мас.%, в пересчете
на Мп и тетраэтиламмониевый фторид в количестве 0,05 мас.%. Нагрузка колонны по жидкости 2,5 м3/м2,-ч
(3,28 ). Обогащенный кислородом воздух до его содержания 30% подогревают
до 200°С и подают с низа колонны при нагрузке по газу 6000 м3/м2-ч
(9,84 м3. ч). Скорость газа в поперечном сечении колонны 1,66 , в отверстиях тарелки 2,6 м., лассо-
вое соотношение жидкости к газу 0,28. Избыток кислорода по отношению к н-алканам 8,0.
[7]Подаваемый в противотоке содержащий кислород газ, контактируя с жидкой
фазой при ее температуре 230РС, способствует быстрому окислению н-алканов .
[8]При времени пребывания реакционной смеси в абсорбционной колонне 5 мин,
реагирует 0,328 кг. н-алканов (10 мас,%) при селективности процесса около 60 мае Д.
[9]При времени пребывания 20 мин количество прореагировавших н-алканов 3,02 (92 мас.%) при количестве
целевых жирных кислот в пореакционном продукте 2,11 кг- (70 мас.%) в пересчете на прореагировавшие н-алканы, причем количество кетонов (в основном #-двукетонов) 0,845 кг. (28 масД)
при потерях 6,4-10 кг. (2 мас.%).
[10]Количество непрооеагировавших н-алканов 2, (8 мас.%)
от общего количества. Продукт реакции содержит также около 0,328 кг. ч- (10 мас.%) минеральных масел и его
отбирают с низа колонны. После отделения из него жирных кислот и мине- ,
рального масла (как в примере 1) непрореагировавшие парафины и переходный продукт - кетоны (главным образом
( -двукетоны) смешивают со свежим сырьем и подают на верхнюю тарелку абсорбционной колонны после отделения
катализатора, как в примере 1.
[11],ПримерЗ. На верхнюю тарелку
абсорбционной колонны (конструкция, как в примере 1, размеры отверстий
4 x 8 мм, свободное сечение 40%) подают непрерывным способом легкие
[12]1,912 кг. ч- (селективность около
[13]70 масД по отношению к исходным н-а
[15]Количество жирных кислот в конден сате 2,11 кг-ч- 1 (84 мае.;) при коли
честве удаляемого верхом колонны про дукта 2,75 кг, (Bk мас.% от исход
ного количества н-алканов). При этом
[16]10 количество переходных продуктов (гла
ным образом /J-дикетонов) составляет около 0,275 (около 10 мае. о
количества прореагировавших н-алканов ), потери 5,5«Ю кг. (2 мае.)
[17]15 остальные 0,11 (4 мае.;) составляют непрореагировавшие низшие н-алканы до Ciu .
[18]Послереакционный остаток (кроме последистилляционного удаляемого вер
[19]20 хом колонны), составляющий 0,524 кг х (16 мас.% от количества подава
I емых в колонну н-алканов), отбирают с низа колонны. В его состав входят
главным образом переходный продукт UO IU I ПС IpCUDIOrtDim Ol J1CI T KIC/ - S -1-,-f,
[20]фракции н-алканов (как в примере 1), Дикетоны (0,36 кг.ч- , 70 мае.)
[21]непрореагировавшие н-алканы
(0,157 кг-ч-f, 30 мае.;). Содержание жирных кислот в удаляемом через низ
колонны продукте незначительно и сос
[22]подогретые до 1бО°С, вместе с растворенным
в них катализатором, представляющим собой смесь стеаратов маргзнца,
[23]кобальта, никеля и калия (как в при-.
[24]мере 2), а также отдельно подают ини-30 тавляет Минеральные маепл
о ппгчпогг-о ni/ыг a ktc -
[25]циатор, с той разницей, что в качестве
аммониевой соли используют триэтил- виниламмониевый хлорид в количестве
[26]ла в процессе окисления не подвергаются окислению и отводятся низом колонны
вместе с послереакционным остатком , затем отделяются. Непрореаги ровавшие н-алканы, а также дикетоны
после отделения содержащегося в них катализатора и минеральных масел и
смешивания с исходным сырьем направляют повторно в колонну на ее верхнюю тарелку,
[27]0,1 мас.% по отношению к исходным н-алканам. Нагрузка колонны по жидкости
2,5 м3/м2. ч (3,65 кг.), в том числе н-алканов 3,28 кг-ч . Нагрузка колонны по газу 7000 м3/м2. ч
(11,8 м3. ), причем линейная скорость газа в конце равна 1,9 при максимально допустимой 4,85 м-с
Массовое соотношение жидкости к газу 0,246, избыток кислорода по отношени к н-алканам .
[28]Процесс осуществляют в соответствии с примером 2.
[29]Образовавшиеся в результате окисления
н-алканов жирные кислоты выделяют из реакционной массы и вместе с потоком газа удаляют верхом колонны
и направляют в конденсатор-абсорбер, наполненный холодной водой, откуда
после конденсации и отделения воды направляют на дистилляцию. Время пребывания
реакционной массы в колонне 60 мин при 200°С.
[30]Количество превращенных н-алканов
2,73 кг.ч (степень превращения 83,3%), целевых жирных кислот
[31]1,912 кг. ч- (селективность около
[32]70 масД по отношению к исходным н-алканам ) .
[33]Количество жирных кислот в конденсате 2,11 кг-ч- 1 (84 мае.;) при количестве
удаляемого верхом колонны продукта 2,75 кг, (Bk мас.% от исходного количества н-алканов). При этом
[34]0 количество переходных продуктов (главным образом /J-дикетонов) составляет
около 0,275 (около 10 мае. от количества прореагировавших н-алканов ), потери 5,5«Ю кг. (2 мае.),
[35]5 остальные 0,11 (4 мае.;) составляют непрореагировавшие низшие н-алканы до Ciu .
[36]Послереакционный остаток (кроме последистилляционного удаляемого вер0
хом колонны), составляющий 0,524 кг х х (16 мас.% от количества подава-
I емых в колонну н-алканов), отбирают с низа колонны. В его состав входят
главным образом переходный продукт / - S -1-,-f,
[37]Дикетоны (0,36 кг.ч- , 70 мае.)
[38]непрореагировавшие н-алканы (0,157 кг-ч-f, 30 мае.;). Содержание
жирных кислот в удаляемом через низ колонны продукте незначительно и сос .
[39]тавляет Минеральные маепл о ппгчпогг-о ni/ыг a ktc -
[40]ла в процессе окисления не подвергаются окислению и отводятся низом колонны
вместе с послереакционным остатком , затем отделяются. Непрореагировавшие н-алканы, а также дикетоны
после отделения содержащегося в них катализатора и минеральных масел и
смешивания с исходным сырьем направляют повторно в колонну на ее верхнюю тарелку,
[41]Пример. Окисление н-алканов (как в примере 1) проводят в металлической колонне с 20 беспереливными
тарелками с отверстиями, свободная поверхность которых составляет
20%, отверстия прямоугольные 6x3 мм, расстояние между тарелками 0,35 м. Диаметр колонны 0,075 м.
[42]В качестве субстрата используют
[43]н-алканы . Субстрат смешивают
с растворяющимся в нем катализатором, как в примере 2. На верхнюю полку колонны
подают отдельно инициатор - насыщенный водой раствор КМпО в количестве 0,5 мас.% в пересчете на Мп,
а в качестве катализатора межфазного переноса используют 1,4,7,10-тетра-
оксоциклододекан в количестве 0,1 мае.% от исходных н-алканов. Нагрузка колоины по жидкости 20 м3/м2. ч (3,88 кг.), нагрузка по газу 7653 м3/м2 ч (15 м3.ч-). Содержание
кислорода в газе 52 об.% избыток кис- , Лорода по отношению к исходным н-ал-
канам 4-кратный, рабочее давление в колонне 1 МПа. Реализация процесса,
как в примере 1, температура реакционной массы 190°С, ее время пребыва- JQ
ния в абсорбционной колонне 35 мин. Отбор послереа Кционной массы осуществляют с низа колонны.
[44]Количество прореагировавших н-алканоа 27,9 кг. (т.е. степень превра- 15 сырья для смазки.
[45]адения н-алканов 80 масД), количество
[46]Образовавшихся жирных кислот
[47]16,7 кг. ч-1 (селективность 60 мас.%
[48]в пересчете на количество прореаги-
[49]Количество прев 3,02 при ст 9 мас.%. Содержан
кислот, главным об селективность проц при их количестве
жание непрореагиро в реакционной масс х кг. ч (око
[50]Способ выделени процесса, как в пр ный продукт может
средственно исполь
[52]ровавших н-алканов), кетонов (глав- 20 , ным образом / -двукетонов), 9,76 кг х,
х ч (35 мас.%), потери 1,395 кг (5 масД), в том числе абсорбируют 0,7 кг (2,5 мас.%), а необратимые
Потери составляют также 2,5 мае.%25
[53]от количества прореагировавших н-алканов
. Количество непрореагировавших н-алканов 6,976 кг (20 мас.% от их подачи).
[54]Способ отделения и дальнейший ход 30 процесса, как в примере 2. .
[55]П р и м е р 5. Процесс проводят в абсорбционной колонне (констоукция,
как в примере 1). Свободное сечение тарелок,25%.
[56]Исхо дное сырье (очищенные от минеральных масел н-алканы С,Й-С36),
подогретое предварительно до 1СО°С, вместе с растворенным в н,ем катализатором
- стеаратом калия (0,2 мас.% от количества исходных н-алканов) подают на верхнюю тарелку абсорбционной
колонны одновременно с инициатором - насыщенным водным раствором КМп04 (0,2 мае.%) в пересчете на Мп, 45
содержащим также тетраэтиламмониевый хлорид (0,1 маеД) .
[57]Нагрузка колонны по жидкости
2,5 ч( (3,28 ),, массовое отношение жидкости к газу 0,8, 50 а избыток кислорода по отношению к
н-алканам 2, И, I.
[58]Температура реакционной массы около
1бО°С, процесс проводят в услови- 55 ях интенсивного массообмена при развитой
межфазной поверхности, реализация процесса в соответствии с примером 1.
[59]Данные по продо лективности процес прототипом предста
[60]Как видно из та способ позволяет с тельность процесса
против 33 ч при из а также повысить с цесса до 80 против
вестном способе.
[62]Интенсификация
процесса достигае чения скорости ре температур и прим
ющей каталитическ кислорода к н-алк линейную реакцию
ка, протекающую в равлении (образов тов) и регулируем
рости процесса до счет скорости реа сивного массообме
кой турбулизации и развитой межфаз вследствие высоки
и жидкости. Селек обусловлена корот нем его протекани
ции псевдопервого ем побочных и вто зон застоя),
[63]При известном окисления проводя временного выделе
его ходе жирных к лочных солей (раз раствора этих кис
процесса при этом целевых продуктов бочных продуктов
кислот С,-С4 сост оксикислот 9,3 ма типа необходимо п
[64]Количество превращенных н-алканов 3,02 при степени превращения 9 мас.%. Содержание целевых жирных
кислот, главным образом , т.е. селективность процесса, 79,- мас.%
при их количестве 2,4 кг. . Содержание непрореагировавших н-алканов в реакционной массе при этом 2,0 х
х кг. ч (около 2 масД).
[65]Способ выделения и дальнейший ход
процесса, как в примере 1. Реакционный продукт может быть также непосредственно использован в качестве
[66]Данные по продолжительности и селективности процесса в сравнении с
прототипом представлены в таблице.
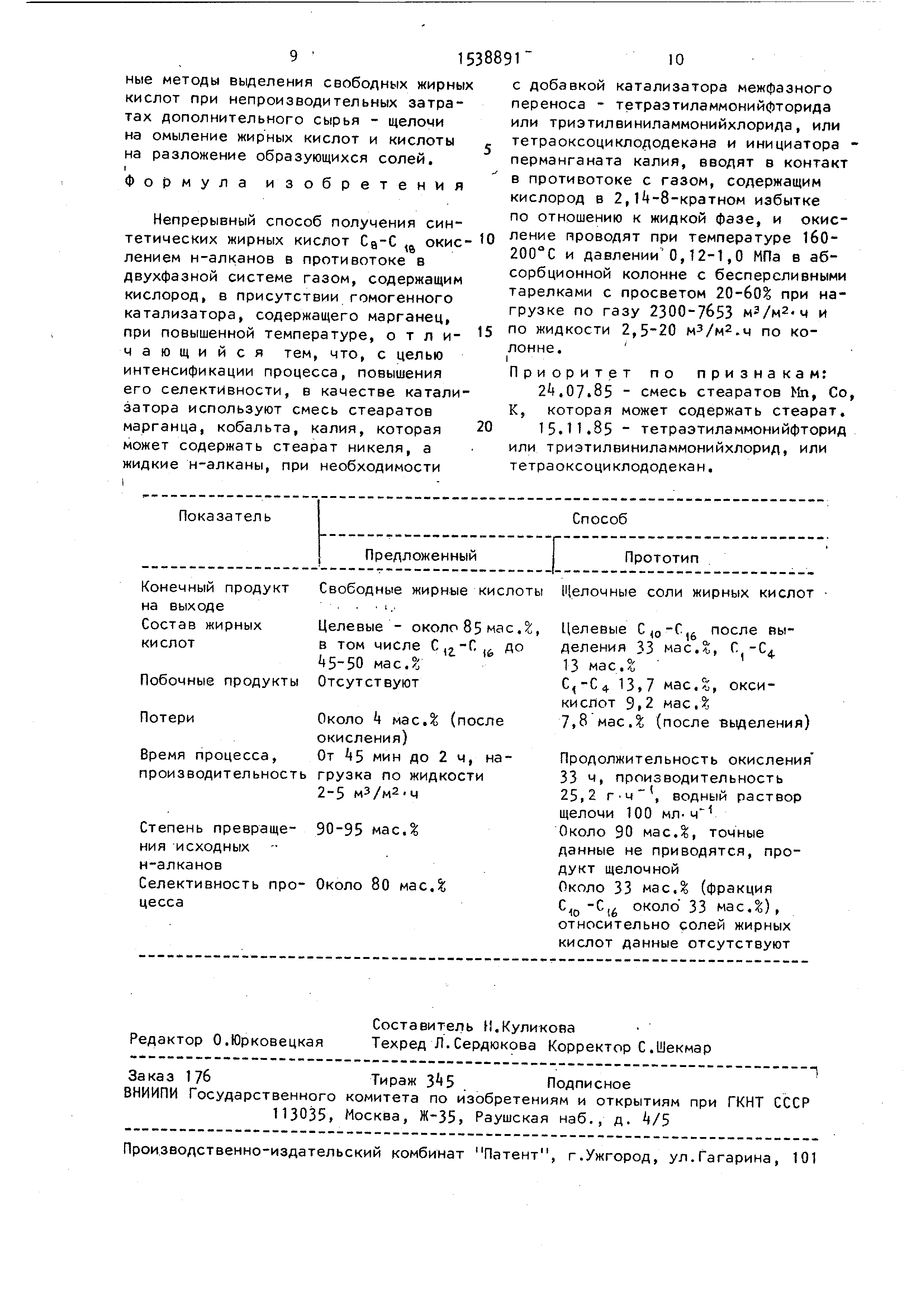
[67]Как видно из таблицы, предложенны
способ позволяет сократить продолжительность процесса до 5 мин - 2 ч
против 33 ч при известном способе, а также повысить селективность процесса
до 80 против 33 мас.% при известном способе.
[74]Интенсификация и селективность
процесса достигается за счет увеличения скорости реакции при повышении
температур и применения соответствующей каталитической системы. Избыток
кислорода к н-алканам гарантирует линейную реакцию псевдопервого порядка
, протекающую в определенном направлении (образования целевых продуктов
) и регулируемую. Увеличение скорости процесса достигается как за
счет скорости реакции, так и интенсивного массообмена в условиях высокой
турбулизации реакционной массы, и развитой межфазной поверхности вследствие высоких нагрузок по газу
и жидкости. Селективность процесса обусловлена коротким, до 2 ч, временем
его протекания в условиях реакции псевдопервого порядка, отсутствием
побочных и вторичных реакций (нет зон застоя),
[75]При известном способе процесс
окисления проводят в условиях одновременного выделения образующихся в
его ходе жирных кислот в виде их щелочных солей (разбавленного водного
раствора этих кислот). Селективность процесса при этом невысокая, выход
целевых продуктов низкий, много побочных продуктов - фракция низших
кислот С,-С4 составляет 13,6 мас.З, оксикислот 9,3 мас.%. В случае прототипа
необходимо применять энергохлор9 1538891
[76]методы выделения свободных жирных от при непроизводительных затрадополнительного сырья - щелочи
мыление жирных кислот и кислоты
[77]азложение образующихся солей.
[79]п и
т п в к
п л 2 с
т г п л
i
[80]Непрерывный способ получения синтетических
жирных кислот 6 окис лением н-алканов в противотоке в двухфазной системе газом, содержащим
кислород, в присутствии гомогенного катализатора, содержащего марганец,
при повышенной температуре, отличающийся тем, что, с целью интенсификации процесса, повышения
его селективности, в качестве катализатора используют смесь стеаратов марганца, кобальта, калия, которая
может содержать стеарат никеля, а жидкие н-алканы, при необходимости
[84]с добавкой катализатора межфазного переноса - тетраэтиламмонийфторида
или триэтилвиниламмонийхлорида, или тетраоксоциклододекана и инициатора -
перманганата калия, вводят в контакт в противотоке с газом, содержащим кислород в 2, Й-8-кратном избытке
по отношению к жидкой фазе, и окисление проводят при температуре 160-
200°С и давлении 0,12-1,0 МПа в абсорбционной колонне с беспереливными
тарелками с просветом 20-60 при нагрузке по газу 2300-7653 мэ/м2-ч и
по жидкости 2,5-20 м3/м2.ч по колонне . i
[85]Приоритет по признакам: 2.07.85 смесь стеаратов Мп, Со,
[86]К, которая может содержать стеарат. 15.И.85 - тетраэтиламмонийфторид
[87]или триэтилвиниламмонийхлорид, или