[10]Изобретение отмоется к машиностро , в частности к производству
установок для контактной точечной сЬарки, и может найти применение при
изготовлении сварных полых конструкций рамного типа с угловыми элементами .
[11]Цель изобретения - расширение т|ехнологических возможностей,
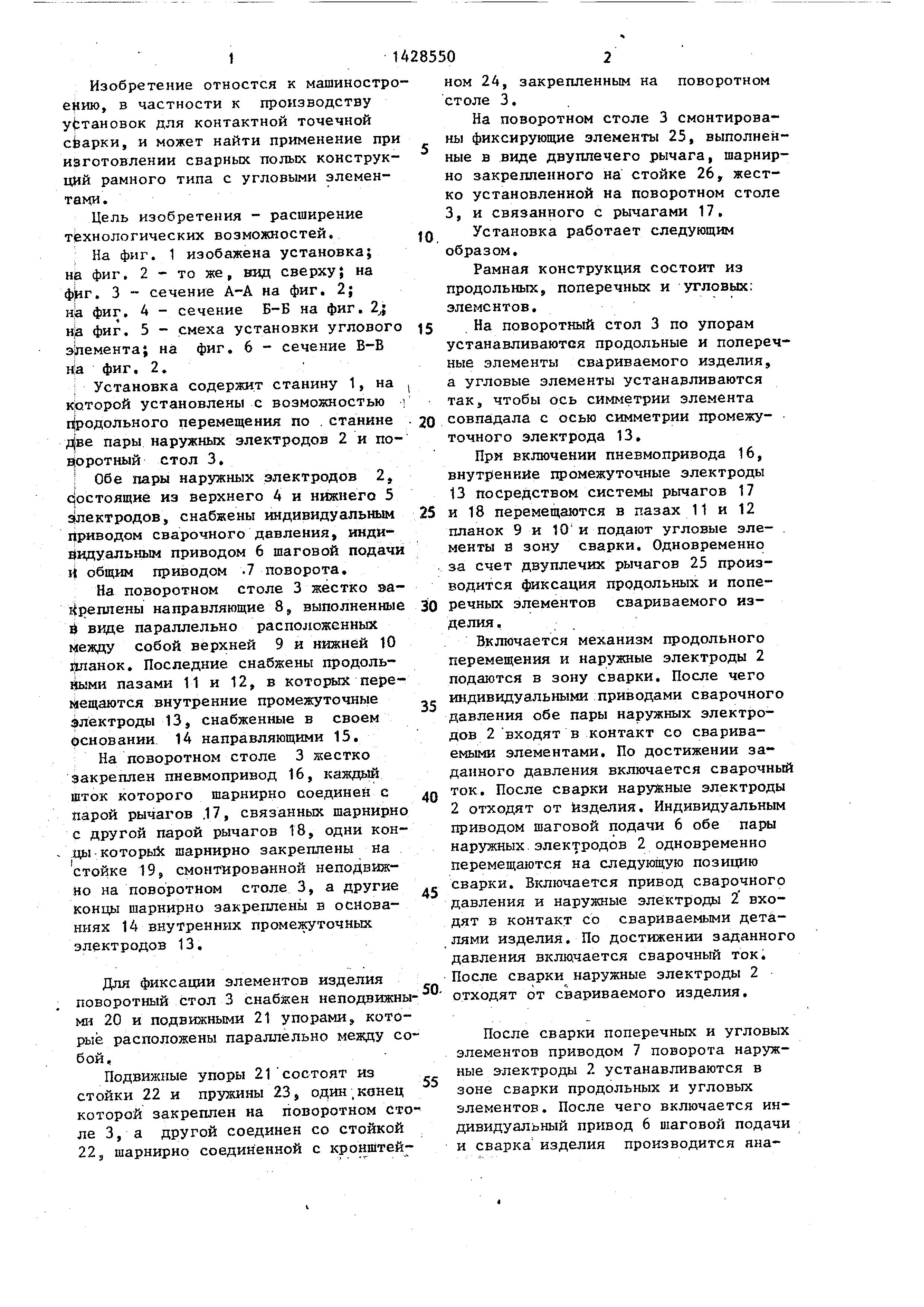
[12]; На фиг. 1 изобажена установка; на фиг, 2 - то же, вид сверху; на Фиг. 3 - сечение А-А на фиг. 2;
HJa фиг, 4 - сечение Б-Б на фиг. 2j HJa фиг. 5 - смеха установки углового элемента; на фиг. 6 - сечение В-В
фиг, 2.
[13]; Установка содержат станину 1, на к|оторой установлены с возможностью
Продольного перемещения по , станине flJBe пары наружных электродов 2 и по- в(оротный стол 3,
[14]I Обе пары наружных электродов 2, а;остоящиё из верхнего 4 и нижнего 5
электродов, снабжены индивидуальным приводом сварочного давления, индивидуальным
приводом 6 шаговой подачи li общим приводом .7 поворота.
[15]На поворотном столе 3 жёстко эа- Нреплены направляющие 8, выполненные и виде параллельно расположенных
между собой верхней 9 и нижней 10 йпанок. Последние снабжены продоль-
йыми пазами 11 и 12, в которых перемещаются внутренние промежуточные электроды 13, снабженные в своем
основании 14 направляющими 15.
[16]На поворотном столе 3 жестко
закреплен пневмопривод 16, каждый шток которого шарнирно соединен с
Парой рычагов .17, связанных шарнирно с другой парой рычагов 18, одни концы
кото рьйс шарнирно закреплены на стойке 19, смонтированной неподвиж- ио на поворотном столе 3, а другие
концы шарнирно закреплены в основаниях 14 внутренних промежуточных электродов 13.
[17]Для фиксации элементов изделия поворотный стол 3 снабжен неподвижны
ми 20 и подвижными 21 упорами, которые расположены параллельно между собой ,
[18]Подвижные упоры 21 состоят из стойки 22 и пружины 23, один.конец которой закреплен на поворотном столе
3, а другой соединен со стойкой 22J шарнирно соединенной с кронштей
[23]ном 24, закрепленным на столе 3.
[24]На поворотном столе 3 смонтированы фиксирующие элементы 25, выполненные
в виде двуплечего рычага, шарнирно закрепленного на стойке 26, жестко установленной на поворотном столе
3, и связанного с рычагами 17,
[25]Установка работает следующим образом.
[26]Рамная конструкция состоит из продольных, поперечных и угловых: элементов.
[27]На поворотный стол 3 по упорам устанавливаются продольные и поперечные элементы свариваемого изделия,
а угловые элементы устанавливаются так, чтобы ось симметрии элемента
совпа1дала с осью симметрии промежуточного электрода 13.
[28]При включении пневмопривода 16, внутренние промежуточные электроды 13 посредством системы рычагов 17
25 и 18 перемещаются в пазах 11 и 12 планок 9 и 10 и подают угловые эле- .
менты 8 зону сварки. Одновременно за счет двуплечих рычагов 25 производится
фиксация продольных и поперечных элементов свариваемого изделия .
[29]Включается механизм продольного перемещения и наружные электроды 2 подаются в зону сварки. После чего
индивидуальными приводами сварочного давления обе пары наружных электродов
2 входят в контакт со свариваемыми элементами. По достижении заданного давления включается сварочный
ток. После сварки наружные электроды 2 отходят от изделия. Индивидуальным
приводом шаговой подачи 6 обе пары наружных.электродов 2 одновременно
перемещаются на следующую позицию сварки. Включается привод сварочного
давления и наружные эле:ктроды 2 входят в контакт со свариваемыми деталями
изделия. По достижении заданного давления вклю1чается сварочный ток.
После сварки наружные электроды 2 отходят от свариваемого изделия.
[35]После сварки поперечных и угловых элементов приводом 7 поворота наружные
электроды 2 устанавливаются в зоне сварки продольных и угловых
элементов. После чего включается индивидуальный привод 6 шаговой подачи
и сварка изделия производится яналогично сварке поперечных элементов
с угловыми,
[36]По окончании сварки продольных элементов с угловыми с одной стороны
рамы включается привод поворотного стола и поворотный стол 3 вместе со свариваемым изделием.поворачивается
на 180 . Процесс сварки осуществляется в обратном порядке.
[37]По окончании сварки изделия наружные электроды выводятся из эоны сварки механизмом продольного перемещения
. Включается пневмопривод 16, который посредством системы рычагов 17 и 18 выводит промежуточные электроды
13 из зоны сварки и одновременно отводит фиксирующий элемент 25 от изделия.
[38]Готовая рама снимается с поворотного стола 3.
[39]Использование изобретения позволяет
обеспечить сварку изделий рамных конструкций с угловыми элементами , автоматизировать процесс
сварки, сократить производственные площади за счет выполнения сборочных
операций и выгрузки готово1 о изделия на поворотном столе.
[42]Установка для контактной точечной
сварки, преимущественно полых конструкций рамного типа с угловыми элементами , содержащая размещенные
на станине наружные электроды, установленные на транспортарукщем устройстве
привода со штоками, оснащенными внутренними промежуточными электродами , отличаю я с -я тем.
что, с целью расширения технологических возможностей, установка снаб- -
яйна приводами-шагового перемещения и поворота наружных электродов и
системой рычагов, привод перемещения внутренних промежуточных электродов
выполнен в виде сдвоенного цилиндра, транспортирующее устрой ство выполнено
в виде поворотного стола с направляющими для ориентированного перемещения
внутренних промежуточных электродов , подпружиненными упорами и 5 фиксирующими элементами для сборки
соединяемых элементов, внутренние промежуточные электроды и фиксирующие
элементы связаны с соответствующими штоками сдвоенного цилиндра через систему рычагов.
[44]9иг,3