[3]Изобретение относится к станкостроению.
[4]Цель изобретения - повышение надежности станка в работе путем исключения
сложных конструктивных элементов при одновременном повышении производительности g
за счет использования новых инструментальных комплектов.
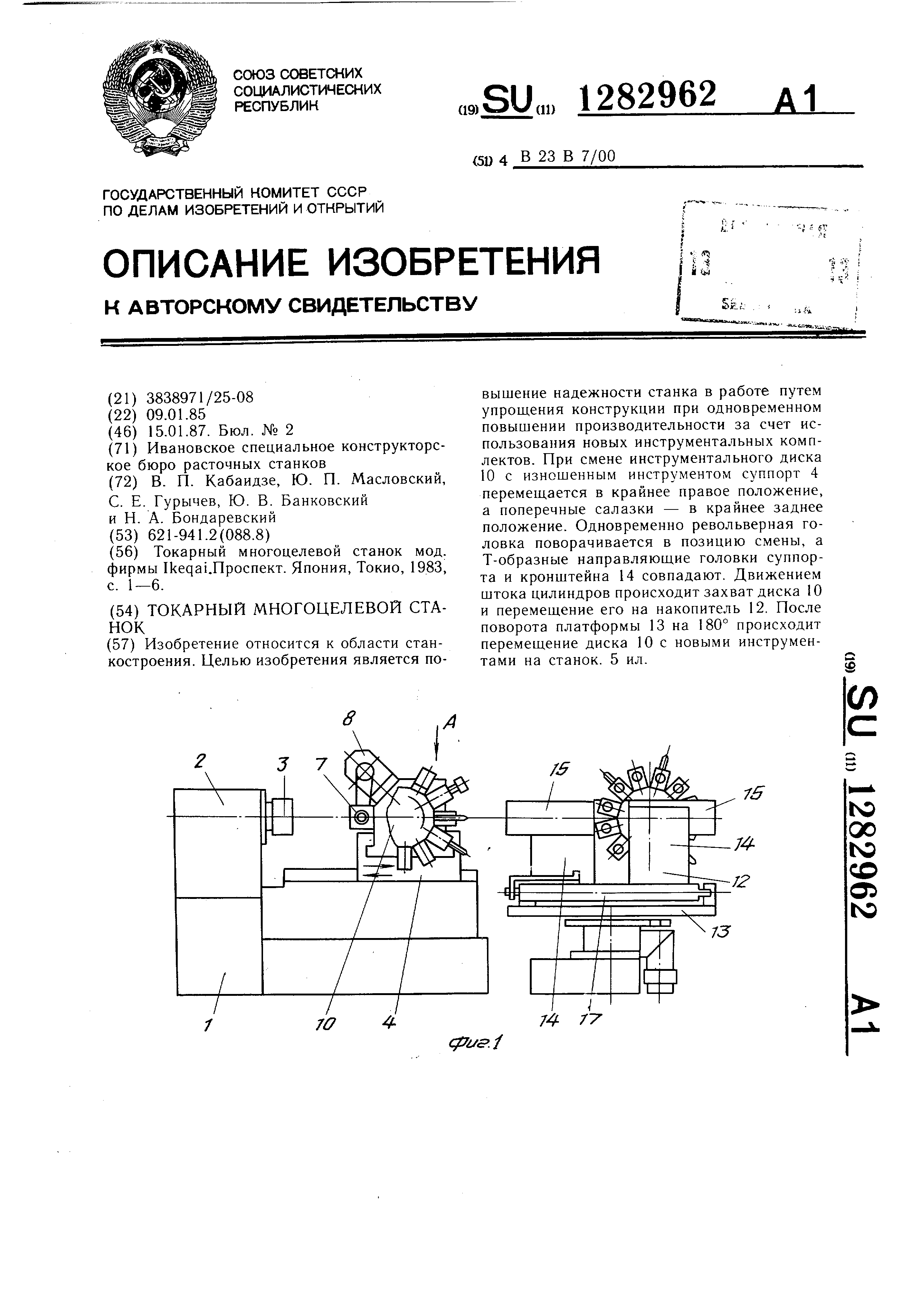
[5]На фиг.1 изображен предлагаемый станок , вид спереди; на фиг.2 - вид А на
фиг.1; на фиг.З - сечение Б-Б на фиг.2; на фиг.4 - разрез В-В на фиг.З; на фиг.5 - сечение Г-Г на фиг.З.
[6]Станок содержит станину 1 с закрепленной на ней шпиндельной бабкой 2 с патроном
3 для закрепления обрабатываемых деталей , продольный суппорт 4 и поперечные
салазки 5 с револьверной головкой 6 с горизонтальной осью поворота. На салазках сбоку
смонтирован привод 7 враш.ения сверлиль- но-фрезерного инструмента с отдельным двигателем 8.
[7]Револьверная головка б имеет Т-образ- 20 ную подвижную направляюшую 9, обеспечи-
ваюш,ую закрепление на револьверной головке сменного инструментального диска 10,
выполненного с пазом для перемешения по направляющей 9.
[8]На салазках также закреплена дополнительная Т-образная горизонтальная направ-
ляюш,ая 11 для перемешения инструментального диска с револьверной головки на устройство
12 накопления и смены инструментальных дисков (в дальнейшем накопителе).
[9]Накопитель 12 стоит на фундаменте отдельно от станка и представляет собой горизонтальную
.поворотную платформу 13, на которой установлены два кронштейна 14 с
Т-образными направляющими 15 для установки и перемещения инструментальных дис- ,г
ков 10, причем кронштейны установлены так, что направляющие 15 на каждом из кронштейнов
14 расположены в верхней части с двух противоположных боковых сторон, а
кроипп ейны смещены относительно вертикальной плоскости симметрии платформы со- 40
ответственно в сторону размещения направляющих .
[10]В нижней части кронштейнов 14 со стороны размещения направляющих расположен
механизм захвата и перемешения инструментальных дисков 10, который выполнен в
виде 2-х шарнирно соединеннь1х друг с другом с помощью оси пневмоцилиндров, один
из которых 1 6 жестко закреплен на кронштейне 14, а - 17 имеет возможность
[11]поворота в ГОрИЗОНГа.ЧЬНОЙ плоскости вокруг JQ
[12]оси 18, расположенной в передней головке
цилиндра 17. При этом задняя головка цилиндра имеет ипчможность перемещения в
Г1-образпом пазу опоры 19, что необходимо для улучшения условий работы оси 18.
[15]Станок имеет устройство смены обрабатываемых
деталей, робот 22 и тактовый стол 23.
[16]Станок работает следующим образом.
[17]По команде с ЧПУ робот 22 производит загрузку обрабатываемых деталей с тактового
стола 23 в зажимной патрон 3. Обработка детали осуществляется инструментом,
закрепленным на инструментальном диске 10 за счет перемещения продольного суппорта
4 и поперечных салазок 5.
[18]Необходимый инструмент устанавливают
в рабочую позицию за счет поворота револьверной головки б с закрепленным на ней
инструментальным диском 10.
[19]При необходимости автоматической замены
инструмента суппорт 4 перемещается по станине в крайнее правое положение, а
поперечные салазки 5 - в крайнее заднее положение.
[20]При этом Т-образные направляющие 11
и 15 на салазках 5 и кронщтейне 14 соответственно совпадают. Одновременно револьверная
головка поворачивается в позицию смены инструментального диска, и Т-образная
направляющая 9 занимает горизонтальное положение, совпадая с направляющими
11 и 15. При подаче давления (например сжатого воздуха) в бесштоковую полость
цилиндра 16 выдвигается шток последнего и поворачивает цилиндр 17 вокруг оси 18.
[21]Затем подается давление в бесштоковую полость цилиндра 17 и выдвигается
его шток с пальцем 20 до установки его напротив паза захвата 21 инструментального
диска. Обратным ходом штока цилиндра 16 возвращается в первоначальное положение
цилиндр 17, и палец 20 входит в захват 21 диска 10, при этом цилиндр 17 занимает
положение, параллельное Т-образным направляющим для перемещения инструментального диска 10.
[22]При осевом перемещении Т-образной направляющей 9 осуществляется раскрепление
инструментального диска на револьверной головке 6.
[23]Далее обратным ходом штока цилиндра 17 палец 20 перемещает инструментальный
диск 10 револьверной головки на накопитель 12 и производит удержание диска на
накопителе во время вращения платформы 13.
[24]Платформа 13 накопителя поворачивается
вокруг своей вертикальной оси на 180° на следующую позицию. Цикл загрузки инструментального
диска с накопителя на станок происходит в обратном порядке.
[25]Предлагаемый станок позволяет повыНа штоке пневмоцилиндра 17 установлен 55 сить надежность работы без дополнительных
[26]палец 20, взаимодействующий в позиции смены с П-образным захватом 21 инструментального
диска 10.
[27]передаточных устройств и производительность
обработки путем использования новых инструментальных комплектов.
[35]Станок имеет устройство смены обрабатываемых деталей, робот 22 и тактовый стол 23.
[36]Станок работает следующим образом.
[37]По команде с ЧПУ робот 22 производит
загрузку обрабатываемых деталей с тактового стола 23 в зажимной патрон 3. Обработка
детали осуществляется инструментом, закрепленным на инструментальном диске 10
за счет перемещения продольного суппорта 4 и поперечных салазок 5.
[38]Необходимый инструмент устанавливают в рабочую позицию за счет поворота револьверной
головки б с закрепленным на ней инструментальным диском 10.
[39]При необходимости автоматической замены инструмента суппорт 4 перемещается
по станине в крайнее правое положение, а поперечные салазки 5 - в крайнее заднее положение.
[40]При этом Т-образные направляющие 11 и 15 на салазках 5 и кронщтейне 14 соответственно
совпадают. Одновременно револьверная головка поворачивается в позицию
смены инструментального диска, и Т-образная направляющая 9 занимает горизонтальное
положение, совпадая с направляющими 11 и 15. При подаче давления (например
сжатого воздуха) в бесштоковую полость цилиндра 16 выдвигается шток последнего
и поворачивает цилиндр 17 вокруг оси 18.
[41]Затем подается давление в бесштоковую
полость цилиндра 17 и выдвигается его шток с пальцем 20 до установки его
напротив паза захвата 21 инструментального диска. Обратным ходом штока цилиндра 16
возвращается в первоначальное положение цилиндр 17, и палец 20 входит в захват 21
диска 10, при этом цилиндр 17 занимает положение, параллельное Т-образным направляющим
для перемещения инструментального диска 10.
[42]При осевом перемещении Т-образной направляющей 9 осуществляется раскрепление
инструментального диска на револьверной головке 6.
[43]Далее обратным ходом штока цилиндра 17 палец 20 перемещает инструментальный
диск 10 револьверной головки на накопитель 12 и производит удержание диска на
накопителе во время вращения платформы 13.
[44]Платформа 13 накопителя поворачивается
вокруг своей вертикальной оси на 180° на следующую позицию. Цикл загрузки инструментального
диска с накопителя на станок происходит в обратном порядке.
[45]Предлагаемый станок позволяет повы5 сить надежность работы без дополнительных
[46]передаточных устройств и производительность обработки путем использования новых
инструментальных комплектов.
[48]структивных элементов при одновременном повышении производительности за счет использования
новых инструментальных комплектов , поворотная платформа снабжена механизмом
захвата и перемещения инструментальных дисков, выполненным в виде двух
шарнирно соединенных друг с другом пнев- моцилиндров со штоками с взаимно нерпен-
дикулярными осями, один из которых закреплен на платформе параллельно оси диска
[49]Токарный многоцелевой станок, содержа- ш,ий станину с закрепленной на ней шпиндельной
бабкой и крестовым суппортом с револьверной головкой с горизонтальной
осью поворота, снабженной сменным инструментальным диском с захватом с пазом,
выполненным с возможностью перемешения со станка на устройство накопления и смены
инструментальных дисков, на горизон- Ю револьверной головки, а другой размеш,ен на
тальной поворотной платформе которого ус-платформе с возможностью поворота вокруг
[50]тановлены кронштейны с направляющими, оси, размещенной в передней головке пнев-
расположенными в верхней части к ронштей-моцилиндра задняя часть которого выполнов
с двух противоположных боковых сто- нена с возможностью перемещения в пазу
рон, а кронштейны размещены со смещением введенной в станок и прикрепленной к плат- относительно вертикальной оси симметрии
поворотной платформы, отличающийся тем, что, с целью повыщения надежности станка
в работе путем исключения сложных конформе опоры, и снабжен пальцем, размещенным
на штоке с возможностью взаимодействия с захватом инструментального диска .
[51]структивных элементов при одновременном повышении производительности за счет использования
новых инструментальных комплектов , поворотная платформа снабжена механизмом
захвата и перемещения инструментальных дисков, выполненным в виде двух
шарнирно соединенных друг с другом пнев- моцилиндров со штоками с взаимно нерпен-
дикулярными осями, один из которых закреплен на платформе параллельно оси диска
[52]револьверной головки, а другой размеш,ен на платформе с возможностью поворота вокруг
[53]нена с возможностью перемещения в пазу введенной в станок и прикрепленной к плат-
[54]форме опоры, и снабжен пальцем, размещенным на штоке с возможностью взаимодействия
с захватом инструментального диска .