[1]Изобретение относится к химике- механической обработке металлов, в частности к виброабразивному полированию
цветных металлов, преимущественно цинка, алюминия, меди и их сплавов.
Известен раствор для абразивной обработки металлов, содержащий олеи
.новую кислоту, триэтаноламин и поверхностно-активное вещество, например полиоксипропилен триэпоксид lj .
Недостатком этого раствора являет ся то, что в нем нельзя ис.пользовать металлические абразивные детали,
ибо в кислом растворе осуществляется взаимодействие поверхности металлического наполнителя с кислотой, что
приводит к быстрому истощению раст.вора . Наиболее близким к изобретению
по технической сущности является раствор 2 для виброабразивного .полирования в среде стальных шаров
деталей из сплавов на основе цинка, алюминия и меди. Кроме того, раствор
содержит кальцинированную соду, олеиновую кислоту, триэтаноламин, аммиак
и воду при следующем соотношении компонентов , мас.%: Кальцинированная
сода .0,03-0,04 Олеиновая кислота1 ,8-2,0
Триэтаноламин 1,2-1,3 Аммиак (25%-ный раствор) 0,9-1,0
Вода Остальное При этом время виброабразивного полирования деталей для достижения
чистоты поверхности металла, соответ ствующей 10-му классу чистоты при от
ражательной способности поверхности 75-85%, составляет 0,5-0,6 ч. Цель изобретения - ускорение обработки
и повышение отражательной способности поверхности металла. Поставленная цель достигается
тем, что раствор для виброабразивного полирования металлов,-преимущественно
цинка, алюминия, меди и их сплавов, содержащий кальцинированную соду,олеи
новую кислоту, триэтаноламин, нашатырный спирт, 25%-нь1й раствор аммиака
и воду, дополнительно содержит персоль моноолеат,этиленгликоля и полиэтиленгликолевые
эфиры, моноэтаноламидов синтетических жирных кислот (синта 1
42 мид-5) при следующем соотношении компонентов , мас.%:
Кальцинированная сола0,03-0,04 Олеиновая кислота 1,8-2,0
Триэтаноламин 1,2-1,3 Нашатьфный спирт (25%-ный раствор
аммиака)0,9-1,0 Персоль0,03-0,05 Моноолеат этиленгликоля0
,02-0,04 Синтамид-5 0,02-0,04 Вода Остальное
Использование предлагаемого раствора позволяет повысить и табилизировать
окислительные свойства раствора за счет введения персоли (ЫаяСОаПНпО
где ,5), повысить его блескообразующую способность за счет введения моноолеата этиленгликоля С Н ООСН
ХСН20Н и улучшить смачивающее, диспергирующее и моющее действие
раствора за счет введения полиэтиленгликолевых эфиров моноэтаноламидов СЖК Синтамида-5.
Приготовление раствора осуществляют при комнатной температуре путем растворения при перемешивании
аммиака (25%-ного раствора), затем кальцинированной соли, триэтаноламина,
олеиновой кислоты, персоли, моноолеата этиленгликоля и синтамида. При этом смесь не подогревают.
I . Эффективная способность предлагаемого раствора оценивается по времени,
необходимому для получения.шероховатости поверхности обрабатываемых деталей
, соответствующей 10-му классу чистоты с отражательной.способностью
поверхности металла не ниже 75-85%. тражательная способность .поверхности
обрабатываемых деталей до и после обработки оценивается с помощью фотоэлектрического блескомера ФБ-2
по общепринятой методике. Для получения сравнимых данньрс виброабразивное полирование деталей
осуществляют в известном растворе, содержащем соду, триэтаноламин, олеиновую
кислоту, нашатырный спирт. и воду и в предлагаемом растворе в тождественных условиях обработки.
Раствор (3-5 л) с наполнителем (стальные полированные щары марки 14x13,
5-6 мм ) заливают в U -образный резервуар емкостью 120 л и обрабатыва-.
ют им детали из цинковых (ЦАМ4-10, ЦАМ10-5.), медных (Нейзильбер, мельхиор
, латуни) и алюминиевьк САЛ20, ЛЛ8, АЛ9-Д, АЛ34П) сплавов. Исходная шероховатость поверхностей деталей
R 0,20-0,32 мкм, общий вес обрабатываемых деталей 30 кг. Виброполирование производится с частотой колебаний
2050 кол,/мин при амплитуде 1,2-2,0 мм. В табл.1, приведено пять состаВОВ
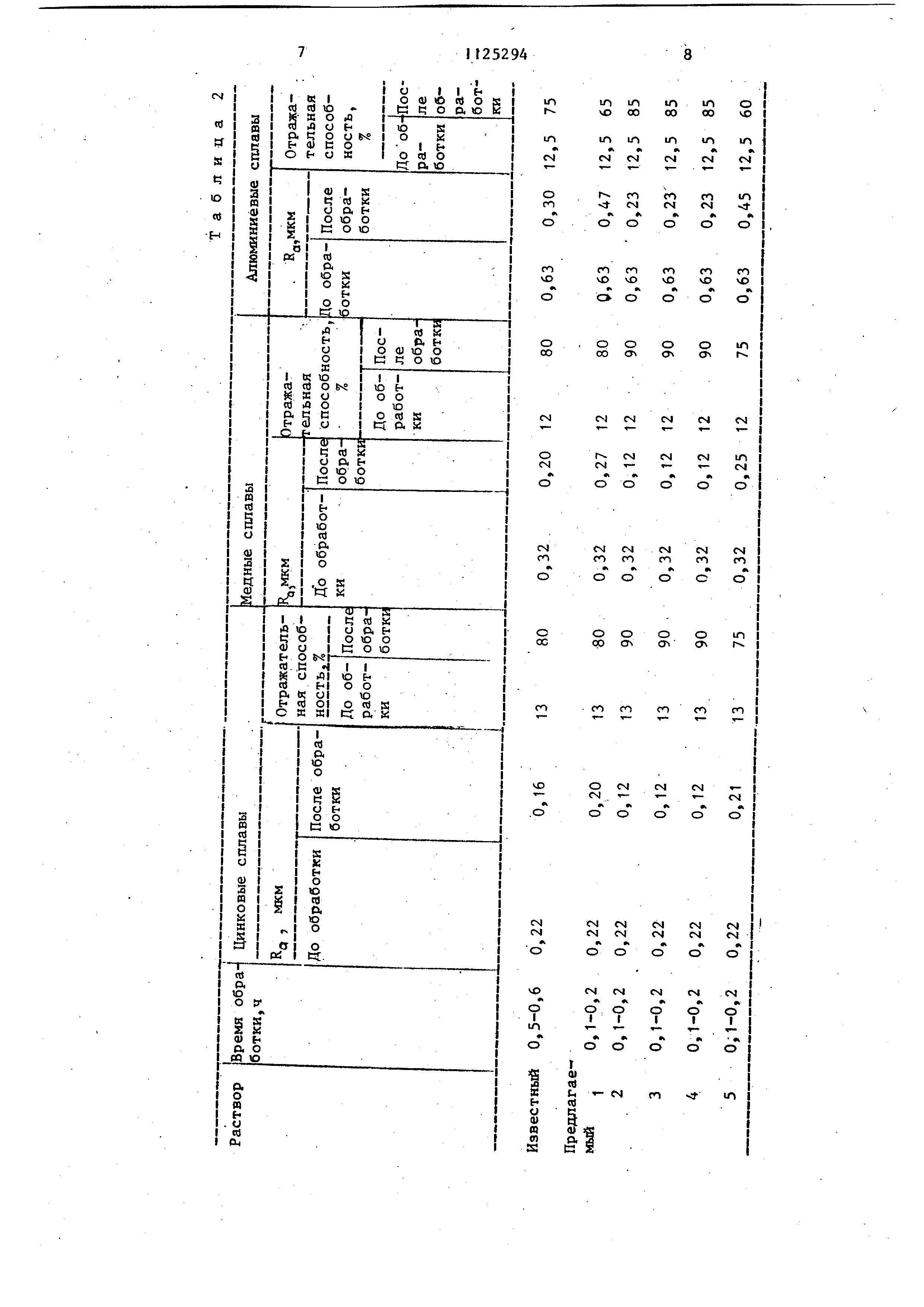
предлагаемого раствора при различных концентрациях его компонентов Результаты сравнительных испытаний
виброполирования деталей из цветных металлов в известном и предлагаемом
растворах (детали после предварительной обработки в КИ.СЛОМ растЁоре) представлены в табл.2.
Из табл.2 видно, что при использовании предлагаемых растворов 2-4
при виброабразивном полировании достижение состояния микрорельефа поверхности , соответствующего iO-му
классу чистоты, возможно за более короткое время обработки (0,1-0,2 ч)
что в 3-5 раз повьппает производитель ность процесса в известном растворе
и повышает отражательную способность поверхности, металла до 85-90%, что
на 10% вьше отражательной способност . получаемой на металле после виброIполирования
в базовом растворе. КроJMe того, детали после полирования в известном и предлагаемом (растворы
2-4) растворах имеет поверхность без следов пленки с зеркальным блеском
. Также из табл.2 видно, .что состо ние микрорельефа поверхности деталей
из цветных металлов, соответствующее 10-му классу чистоты, за минимальное
время можно получить в растворе 2. Использование концентрации компонентов
раствора 1 выше верхнего предела приводит к сильному вспениванию раствора, следствием чего является
затруднение вращения рабочей среды,;
[2]Таблица 1
приводящее к ухудшению качества поверхности металла (единичные следы
пленки и единичные забоины) по сравнению с результатами обработки в области
оптимальных концентраций, использование концентраций ниже нижнего предела нецелесообразно ввиду
снижения эффективности воздействия раствора на обрабатываемую поверхность
металла, которая светлая,матовая , без зеркального блеска со следами рисок предварительной механической
обработки металла, (раст .вор 5). При виброполировании в растворе
5 с соотношением компонентов ниже указанных пределов наблюдается снижение
показателей обработки вследствие снижения окислительных, блескообразующих
, смачивающих, диспергирующих и моющих свойств раствора, а при виброполировании в растворе
1 с составом компонентов вьше указанных пределов наблюдается ухудшение
показателей процесса, связанное с затруднением вращения абразивJHoro
наполнителя и деталей в результате сильного вспенивания раствора.
Таким образом, применение предлагаемого раствора для виброабразивного полирования деталей из цветных
металлов (цинка, алюминия, меди) в среде стальных шаров, используемых
в лсачестре абразивного наполнителя, позволяет повысить производительность
обработки по сравнению с базовым раствором в 3-5 раз, повышая при этом отражательную способность
поверхности металла на 10% при шероховатости поверхности, соответствующей 10-му кла4,су чистоты.
Экономический эффект достигается за счет повышения производительности
процесса и качества обработки и может составить 20000 руб. Состав раствора I ; Аммиак (25%-ный раствор) 1,1 Персоль
Моноолеат этиленгликоля Синтамид 5 Остальное
[3]Продолжение табл.1 Остальное Остальное Остальное Остальное