[2]со о 1 Изобретение относится к термической обработке и может быть использовано в машиностроении
для холодаоштампового инструмента, работающего в условиях высоких нагрузок,
например при холодной высадке, т.е. в тех , случаях, когда инструмент вьтужденно изгота
ливается из быстрорежущей стали. Стойкость инструмента в зтом случае определяется твердостью
, пределами прочности и текучести, а также ударной вязкостью. Кроме того, изобретение
может быть использовано и для режущего инструмента, работающего с невысокими
скоростями резания и выходящего из строя вследствие поломок, например мелкоразмерного .
Известна термическая обработка инструмента из быстрорежущих сталей 1.
Температура закалки при этом выбирается такой, чтобы обеспечить красностойкость, что
достигается когда величина аустенитного зерна соответствует, 9-11 баллу. После закалки
выполняется многократный отпуск при 550570 С. Однако такая термическая обработка целесообразна
для инструмента, работающего с ВЬ сокими скоростями резания, стойкость щтампового
инструмента при зтом низка из-за по ниженных прочности и ударной вязкости,
кроме того, наблюдается больщой разброс ее значений. Известен способ термической обработки ин
струмента, включающий закалку от пониженных температур так, чтобы зерно аустенита
не превосхохрто 11-12 балла, многократный отпуск производится при 550-560° С, для ста
ли Р6М5, например, рекомендуется закалка от 1190-1210С, для стали Р18 - от 12401260° С 12.
Такая термическая обработка обеспечивает некоторое повыщение прочностньгх свойств,
стойкость штампового инструмента при этом также возрастает, но остается еще низкой,
рассеяение значений стойкости при этом также велико. Наиболее близким к предлагаемому по тех
нической сути и достигаемому результату яв ляется способ термической обработки изделий
из быстрорежущих сталей типа Р6М5, включающий закалку от 1130-1150° С, т.е.
в среднем на 60-80° ниже принятой, и четы рехкратный отпуск при следующих температу
pax: первый и четвертый при 400-420°С, второй и третий при 560-570° С 3.
После обработки по известному способу стали Р6М5 вторичная твердость составляет
60-62 HRC, прочность на изгиб 40004600 МПА, ударная вязкость 0,34-0,4 МДж/м
удельное электросопротивление не более 0,550 ,60ОмМм/м. 4
Однако этот способ предназначен для изделий , работающих при высоких температурах.
Такая термическая обработка стали Р6М5 ставит целью получение в структуре бейнита,
т.е. мягкой составляющей с пониженными по сравнению с мартенситом твердостью, пределом
прочности и текучести. Кроме того, известный способ предусматривает относительно
невысокий уровень легированности твердого раствора (удельное электросопротивление закаленной
стали Р6М5, характеризующее легированность , не должно превышать 0,55-
0,60 Оммм /м), что обеспечивает повышенную тегшопроводность, необходимую, например,
для горячих штампов, но не позволяет получить нужных твердости и предела текучести.-.
Это вызывает преждевременный выход из строя холодноштампового инструмента. Рассеяние
значений стойкости при этом также достаточно велико. Целью изобретения является повышение
стойкости инструмента путем увеличения твердости и предела текучести на сжатие при
сохранении прочности на изгиб и ударной вязкости. Для достижения поставленной цели согласно
способу термической обработки инстрз мента из быстрорежзтцей стали, включающему нагрев
под закалку до температуры ниже принятой , закалку и многократный отпуск, нагрев
под закалку осуществляют до температуры выще окончания растворения карбидов
М2зСб и ниже на 10° С начала интенсивного растворения карбидов Мб С.
Закалку стали Р6М5 осуществляют от 1160-1180°С. Закалку стали Р18 осуществляют от 1180-
1190° С. Отпуск выполняют при 520-5 30° с для инструмента , работающего в условиях с 1шзкими
ударными нагрузками. Отпуск выполняют при 5 5 0-5 60° С для инструмента
, работающего в условиях с высокими ударными нагрузками. Выбор режимов закалки определяется составом
карбидных фаз быстрорежущих сталей и условиями растворения карбидов при нагреве под закалку.
В быстрорежзоцих сталях типа Р6М5, Р18 присутствуют карбиды трех типов: на основе
хрома - Ме2зСб, на основе вольфрама и молибдена - и на основе ванадия МеС
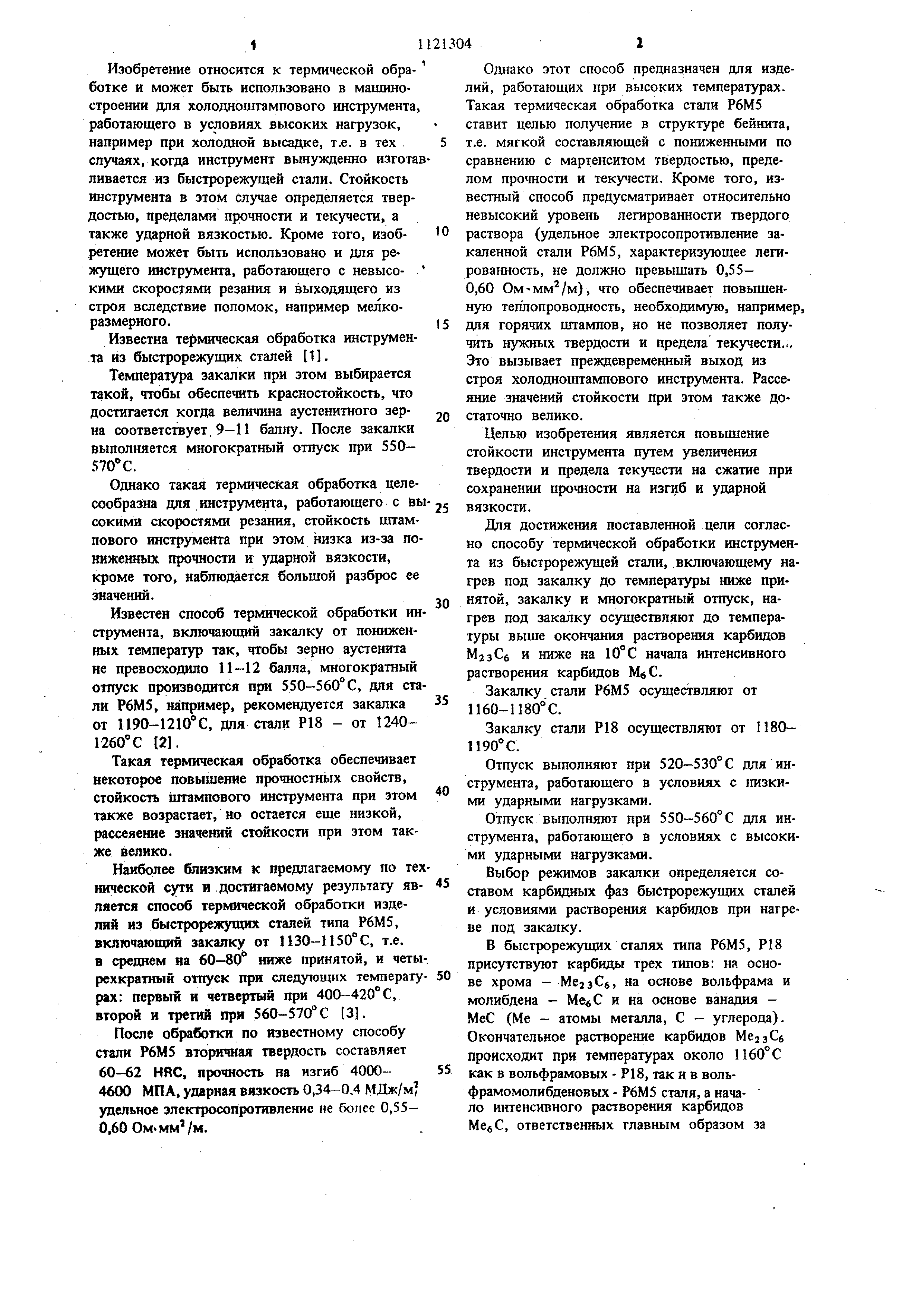
(Me - атомы металла, С - углерода). Окончательное растворение карбидов MejjCe
происходит при температурах около 1160° С как в вольфрамовых - Р18, так и в вольфрамомолибденовых
- Р6М5 сталя, а начало интенсивного растворения карбидов Мее С, ответственных главным образом за
[4]сдерживание роста , при температурах
1190-1200° С, о чем свидетельствует, например , изменение удельного электросопротивления .
[5]На чертеже представлен график зависимости удельного электросопротивления от температуры закалки.
[6]Снижение температуры -закалки ниже указанного предела не позволяет ролучить нужные
твердости и предел текучести, необ)одимые прочностные свойства из-за недостаточной
легированности твердого раствора и, как следствие, недостаточной инстенсивности процессов
дисперсионного твердения при отпуске . Это приводит к низкой стойкости инструмента
из-за поломок либо к потери формы
[8]инструмента вследствие пластических дефор . маций.
[9]Ограничение верхнего предела определяется тем, что закалка непосредственно от темпера5
туры начала интенсивного растворения карбидов уменьшает прочность н ударную
вязкость, что связано с началом роста зерна, при этом стойкость инструмента падает резко,
а снижение температуры закалки на величину to меньшую 10°С, в реальных условиях термической
обработки невозможно.
[10]Пример. Исследования по определению
влияния температуры закалки на свой15 быстрорежущей стали Р6М5 представлены в табл. 1.