[1]Изобретение относится к производству радиоэлектронной аппаратуры, а
именно, к зачистке изоляции проводов при сборке жгутов и монтаже печатных схем, ,
При изготовлении жгутов с целью механизации операций провод сматывают , на катушку, с которой производят
ei;o раскладку в жгут, и разрезают в зачищенной и облуженной зоне. При этом для получения в жгуте проводов
с зачищенными и облуженными концс1ми резку производят в середине облуженной зоны. Такой способ изготовления
жгута тюзволяет автоматизировать опе рации снятия изоляции, флюсования и лужения в любом типь производства
включая мелкосерийное, поскольку про вод не режут заранее, а обрабатывают
на определенных участках, удаленных друг от друга на заданное расстояние
в соответствии с таблицей проводов. Условием реализации данного способа
изготовления жгута является качественное и быстрое удаление изоляции на отдельных участках провода.
Известен способ зачистки проводов с фторопластовой изоляцией путем по
гружения концов провода в ванну с пр поем и флюсом, нагретыми до 350 410°С
. В качестве флюса используют расплавленную смесь хлористых солей цинка, натрия и калия{.
Однако этот способ не позволяет удалять изоляцию на любом участке провода, является, трудоемким, так к
ребует дополнительной промывки зач щенного провода для удаления остатк солей активного флюса.
Известен способ удаления изоляци р частности, фторопластовой, заключ рщийся в пропускании провода через
поток горячего азота для уничтожени определенных частей изоляционного п крытия за счет сгорания (2.
Недостатком этого способа являет то, что он применим только для тонких и сверхтонких проводов и не обе
печивает получения качественной зачистки . Наиболее близким по технической
сущности к предлагаемому является способ зачистки изоляции, заключающийся в ее обжиге путем перемещения
обжигных элементов перпендикулярно оси провода и последующем снятии. Устройство, принцип работы которого
основан на данном способе, содержит параллельно расположенные вращающиеся
обжигные элементы и привод. Обжиг ные элементы установлены на разном
уровне с возможностью их осевого перрмещения в зажимных колодках, распо
Ложенных на осях, опоры которых за-креплены на вращающейся планшайбе.
Данный способ позволяет снимать изоляцию .на любом участке сплошного про Bojxa 3 . .
Недостатками этого способа являются низкое качество зачистки за счет
неполного удаления изоляции, что требует дополнительной зачистки жилы провода. Кроме того, жила провода
подвергается воздействию нагретых обжигных элементов и окисляется, что
приводит к снижению надежности контактов . Цель изобретения - повышение качества
зачистки. . Указанная цель достигается тем, что согласно способу зачистки фторопластовой
изоляции электрического ; провода, включающей перемещение перпендикулярно оси провода нагретых
обжигных элементов и последующее снятие изоляции, перемещение обжигных
элементов перпендикулярно оси провода осуществляют до надрезания изоляции
в двух точках, ограничивающих участок снятия изоляции, а снятие
изоляции произво/(ят перемещением обжигных элементов в холодном состоянии
к середине указанного участка при одновременном ее обжиге при помощи дополнительного обжигного
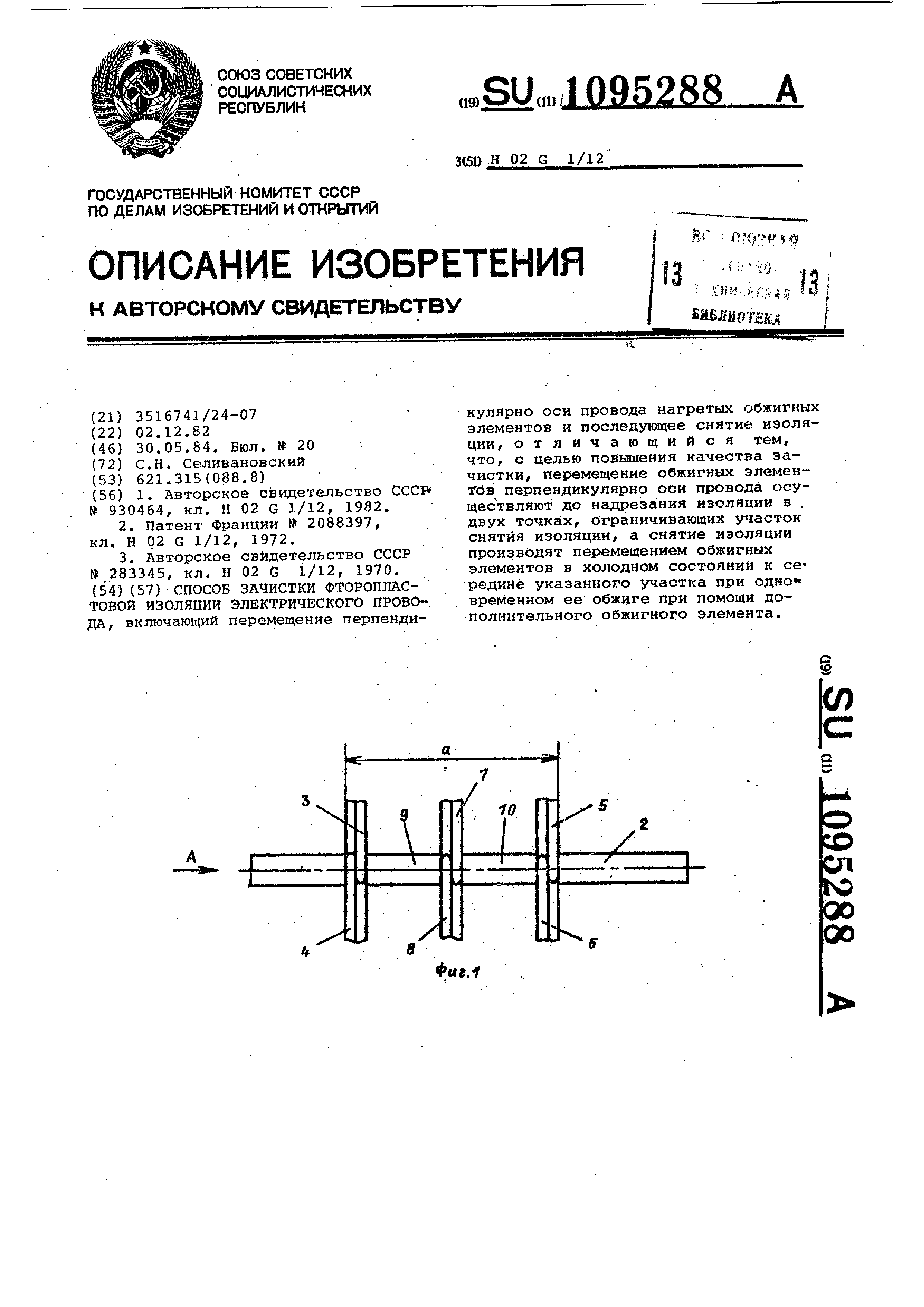
элемента, На фиг.1 изображено расположение провода и обжигных элементов при
надрезе изоляции на участке зачистки; на фиг. 2 - вид А на фиг. 1 до надреза
изоляции (исходное положение обжигных элементов) ; на фиг.З - то же,
во время надреза и сдвига изоляции; на фиг. 4 - положение обжигных элементов
при перемещении удаляемой изоляции к середине участка зачистки. Для снятия изоляции 1 провода 2 i
согласно предлагаемому способу используют три пары обжигных элементов
3-8, В исходном положении обжигнне элементы 3-8 удалены от провода на
некоторое расстояние и выключены. При подготовке провода для механизированной
сборки жгутов провод перематывают с отдающей катушки на приемную . После отмера заданной длины и
фиксации провода 2 включают обжигные элементы 3-8, и подводят их к проводу
перпендикулярно его продольной оси. При этом обжигными элементами 3-6 надрезают изоляцию на границах
участка зачистки, а элементами 7 и 8 - в середине участка зачистки,
Обжигные элементы 3-6 после надреза изоляции 1 на границах участка зачистки
выключаются. Момент выключения обжигных элементов 3-6 выбирается таким образом, чтобы они находились
во включенном состоянии в течение времени, достаточного для надреза
изоляции, но малого для нагрева жилы провода, в то время как обжигные элементы
7 и 8 остаются нагретыми в течение всего цикла удаления изоляции. После выключения обжигных элементов
3-6 их перемещают вдоль провода 2 к нагретым обжигным элементам 7 и 8.
Отрезки 9 и 10 изоляции, находящиеся между холодными обжигными элементами
3-6 и нагретыми 7 и 8, также сдвигаю ся к середине участка зачистки. При
этом происходит сгорание этих отрез ков изоляции в зоне их соприкосновения с нагретыми обжигными элементами
.1 и 8. По достижении заданной длины зон 11 и 12 зачистки изоляции обжигные
элементы 3-8 отводятся от провода в исходное положение, элементы 7 и 8 выключаются и цикл снятия
изоляции завершается. Провод 2 поступает на следующие позиции обработки , где зачищенные зоны 11 и 12
подвергаются флюсованию и лужению. Далее происходит перемотка провода на заданную длину и процесс зачистки
повторяется. В зонах 11 и 12 жила 13 провода не подвергается ни механическим,
ни тепловым воздействиям, способным повредить ее, поскольку усилие, действующее на жилу провода со стороны обжигных элементов 3-6 в поперечном направлении, незначительно, а обжигные
элементы во время сдвига отрезков 9 и 10 изоляции выключены. Ц&нтральная часть участка зачистки
, которая подвергается воздействию нагретых обжигных элементов 7 и В, .
удаляется при раскладке или монтаже жгута. Высокое качество зачищенного участка
позволяет исключить операцию дополнительной зачистки проводов перед флюсованием, которая, как правило,
имеет место при уда:лении изоляции путем сжигания. При негобходимоати полного сжигания
отрезков 9 и 10 изоляции обжигные элементы 3-6 могут быть включены
вновь после достижения заданной длины зачистки и перемещаться до соприкосновения
с обжигными элементами 7 и 8.