[1]Фиг.1 Изобретение относится к правке проката
и может быть использовано при производстве профилей большой точности размеров
поперечного сечения, в основном двутавров . Известно устройство для правки двутавра
, которое перемещается по рельсам и выправляет неровности верхней полки
балки верхним и двумя нижними роликами . Все ролики имеют возможность радиального
перемещения за счет механизмов регулировки . Выправляемая балка закрепляется
за нижнюю полку фиксирующими механизмами , которые смонтированы вдоль
направляющих рельсов с соответствующими интервалами 1. Недостатком такой конструкции является
то, что за одну операцию правится толь ко одна полка и требуются зажимные механизмы
, опорные ролики, а это усложняет конструкцию. Наиболее близким к предлагаемому является
устройство для правки сортового проката тина двутавра, содержащее последовательно
установленные на основании приводнь е правильные валки и попарно
размещенные правильные ролики, смонтированные с возможностью радиального возвратно-поступательного
перемещения в направлении, перпендикулярном к оси подачи проката, а оси каждой пары роликов
наклонены под одним углом симметрично к расположенной с ними в одной плоскости оси правильного валка 2.
Недостатком данного устройства является то, что за одну операцию правится
только одна полка и для того, чтобы выправить противоположную полку, требуется
перестановка выправляемой балки, что увеличивает количество операции, а это в свою
очередь снижает производительность и требует кантующего устройства.
Кроме того, устройство не осуществляет исправление общей геометрии профиля,
не препятствует местной потере устойчивости стенки при правке, что ведет к снижению качества изделия.
Цель изобретения - повышение качестна правки проката и увеличение производительности устройства.
Поставленная цель достигается тем, что устройство для правки сортового проката
типа двутавра, содержащее последовательно установленные на основании приводные
правильные валки и попарно размещенные правильные ролики, смонтированные с возможностью
радиального возвратно-поступательного перемещения в направлении.
перпендикулярном к оси подачи проката, а оси каждой пары роликов наклонены под
одним углом симметрично к расположенной с ними в одной плоскости оси правильного валка, снабжено дополнительными правильными валками и дополнительными парами
правильных роликов, смонтированными с противоположной стороны оси подачи проката
в щахматном порядке относительно основных соответственно валков и роликов,
при этом оси каждой пары роликов расположены в одной плоскости с осью валка,
установленного с противоположной стороны оси подачи проката. Рабочие поверхности правильных роликов
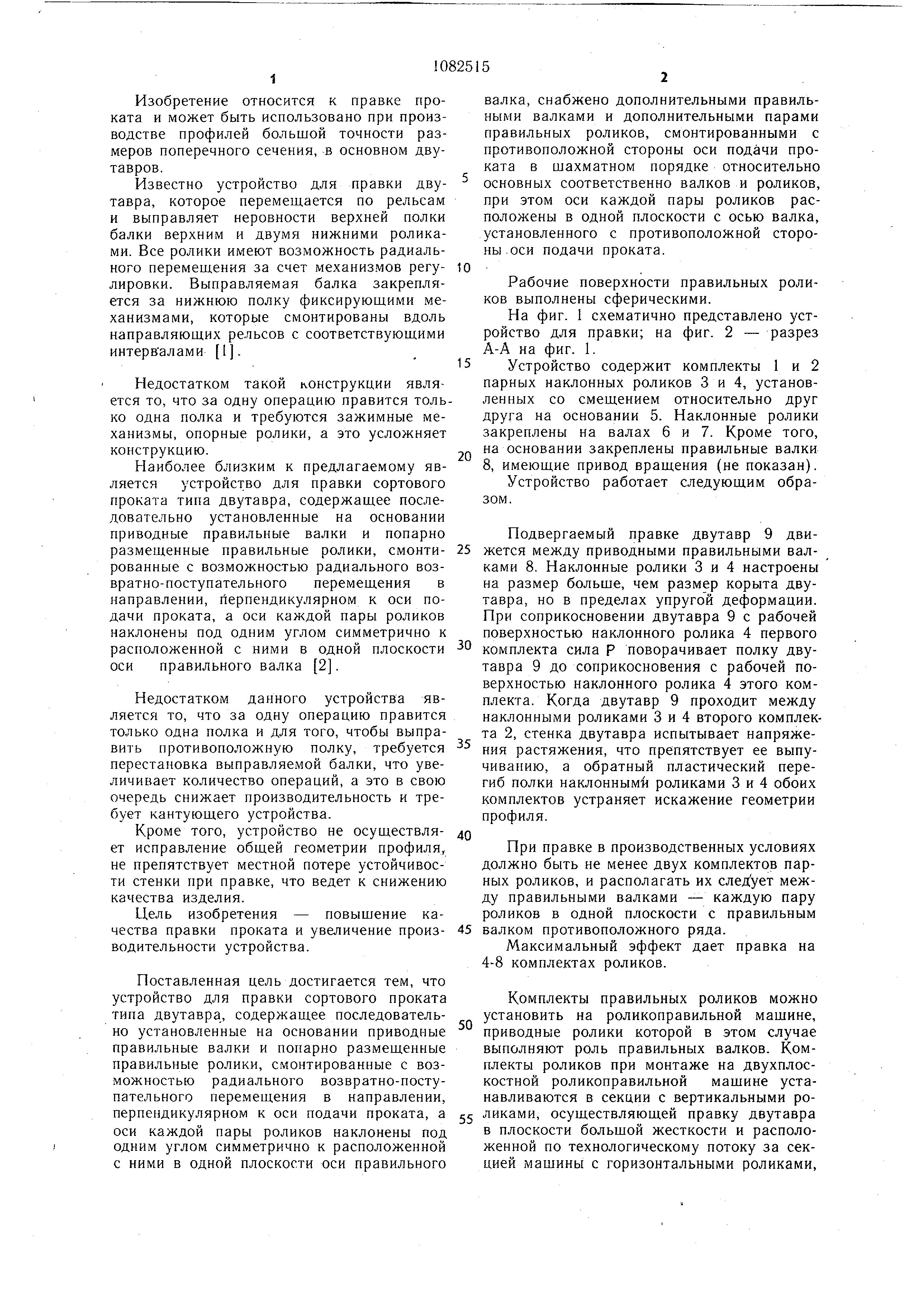
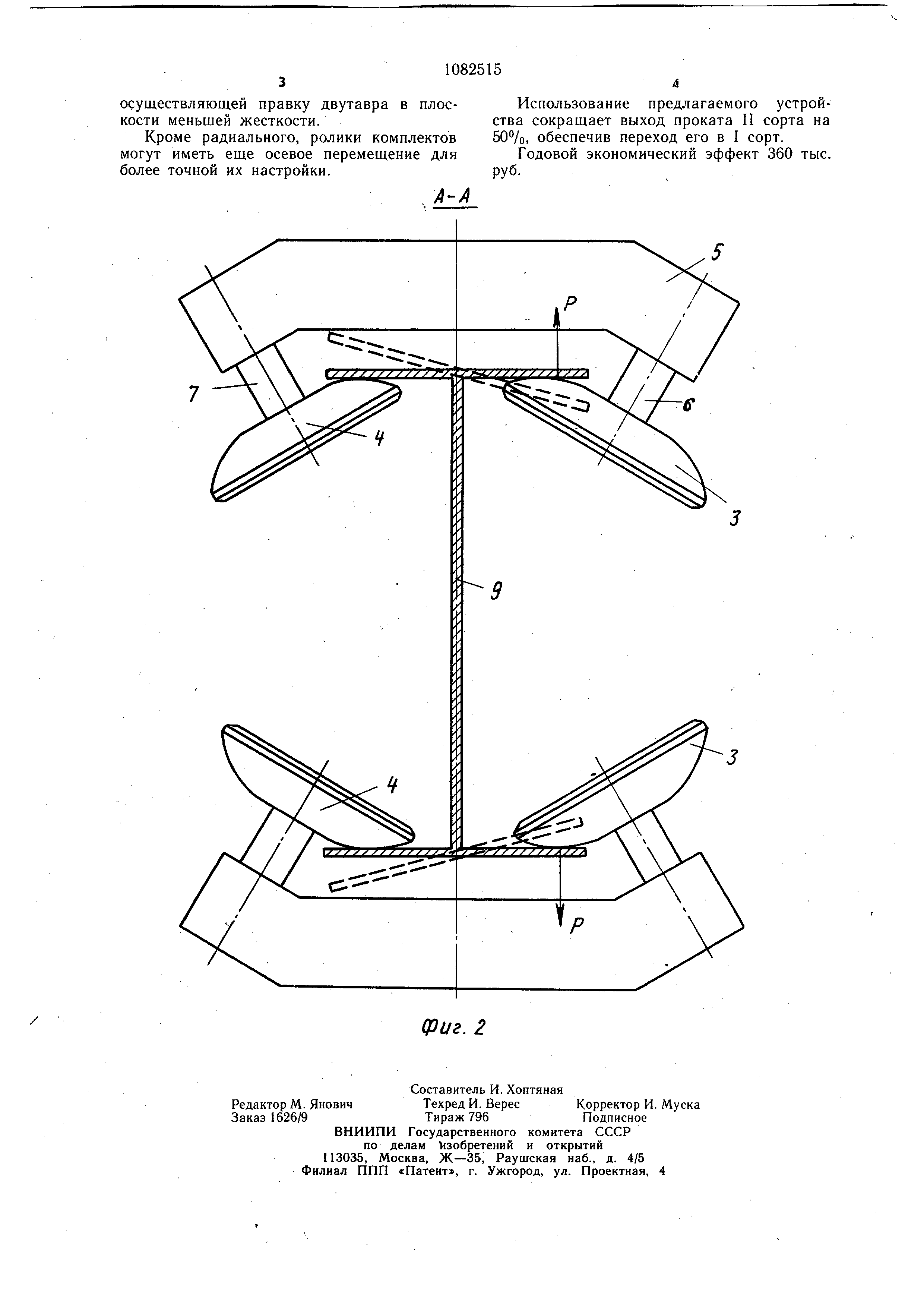
выполнены сферическими. На фиг. 1 схематично представлено устройство для правки; на фиг. 2 - разрез
А-А на фиг. 1. Устройство содержит комплекты 1 и 2 парных наклонных роликов 3 и 4, установленных
со смещением относительно друг друга на основании 5. Наклонные ролики
закреплены на валах 6 и 7. Кроме того, на основании закреплены правильные валки
8, имеющие привод вращения (не показан). Устройство работает следующим образом .
Подвергаемый правке двутавр 9 движется между приводными правильными валками
8. Наклонные ролики 3 и 4 настроены на размер больше, чем размер корыта двутавра
, но в пределах упругой деформации. При соприкосновении двутавра 9 с рабочей
поверхностью наклонного ролика 4 первого комплекта сила Р поворачивает полку двутавра
9 до соприкосновения с рабочей поверхностью наклонного ролика 4 этого комплекта
. Когда двутавр 9 проходит между наклонными роликами 3 и 4 второго комплекта
2, стенка двутавра испытывает напряже , растяжения, что препятствует ее выпучиванию
, а обратный пластический перегиб полки наклонным-й роликами 3 и 4 обоих
комплектов устраняет искажение геометрии профиля. При правке в производственных условиях
должно быть не менее двух комплектов парных роликов, и располагать их следует между
правильными валками - каждую пару роликов в одной плоскости с правильным
валком противоположного ряда, Максимальный эффект дает правка на 4-8 комплектах роликов.
Комплекты правильных роликов можно установить на роликоправильной мащине,
приводные ролики которой в этом случае выполняют роль правильных валков. Комплекты
роликов при монтаже на двухплоскостной роликоправильной машине устанавливаются
в секции с вертикальными ро55 тиками, осуществляющей правку двутавра
в плоскости большой жесткости и расположенной по технологическому потоку за секцией
машины с горизонтальными роликами.
[2]осуществляющей правку двутавра в плоскости меньшей жесткости.
[3]Кроме радиального, ролики комплектов могут иметь еще осевое перемещение для более точной их настройки.
[4]Использование предлагаемого устройства сокращает выход проката II сорта на
50/о, обеспечив переход его в I сорт.
[5]Годовой экономический эффект 360 тыс. руб.
[6]. А-А