[1]Область техники, к которой относится техническое решение
[2]Изобретение относится к области машиностроения, а именно к автоматизированным конвейерным линиям и может быть использовано в мебельной промышленности для изготовления коробов и ящиков.
[4]Из уровня техники известен ручной способ сборки коробов (см. https://rutube.ru/video/78944e69f876d6726772b50f3723e936/?ysclid=ltyccs86lb936872963).
[5]Известен способ сборки мебельного ящика, в котором детали каркаса скрепляют с помощью пневмопистолета, а затем делают отверстия и вкручивают евровинты (https://yandex.ru/video/preview/5262687550561326317).
[6]Известен способ сборки выдвижного ящика из готовых заводских деталей с размеченными отверстиями под шканты, минификсы и конфирматы (см. Сборка выдвижного ящика при помощи шкантов и минификсов - Мебель своими руками (mebsam.com)).
[7]Однако данные способы сборки трудоемки.
[8]Известна автоматическая линия сборки каркасных деревянных панелей (патент RU 2453427, МПК B27M3/34, опубл. 20.06.2012), которая содержит робототехнические модули: модуль сборки каркаса стеновых панелей; модуль укладки и сколачивания внешней и внутренней обшивки; модуль укладки теплоизоляционного материала с интегрированной автоматизированной линией производства утеплителя; модуль выреза оконных и дверных проемов. Роликовый конвейер связывает между собой все робототехнические модули и сборочный портальный робот, расположенный над роликовым конвейером. Линия оснащена дополнительным робототехническим модулем монтажа элементов водоснабжения, отопления и электросетей, и модулем укладки изоляционного материала. Модуль укладки и сколачивания внешней и внутренней обшивки, а также модуль выреза оконных и дверных проемов имеют сборочный портальный робот, расположенный под роликовым конвейером.
[9]Однако данная линия не выполняет технические задачи необходимые в рамках мебельного производства, не имеет переворотных механизмов и прочих устройств программируемого крепления (автоматических отверток, автоматических степлеров и саморезозакручивающих устройств), необходимых для изготовления мебельного ящика.
[10]Раскрытие сущности изобретения.
[11]Технической проблемой является разработка автоматизированной линии для изготовления мебельных коробов (ящиков), позволяющей оптимизировать трудозатраты по производству.
[12]Техническим результатом является повышение производительности, расширение технологических возможностей и снижение себестоимости выпускаемой продукции.
[13]Технический результат достигается тем, что автоматизированная конвейерная линия для сборки мебельных коробов, согласно решению, содержит цепной конвейер, соединенный с серводвигателем, разделенный на зоны в соответствии с технологическими операциями: сборка каркаса короба, прикрепление направляющих короба, установка дна короба и опор на дно короба, конвейер включает установленные на раму направляющую для однорядной роликовой цепи, механизмы удержания, позиционирования и перемещения, механизмы установки крепежной фурнитуры, при этом роликовая цепь снабжена пластинами Г-образной формы для установки опор для размещения деталей короба.
[14]Механизмы удержания, позиционирования и перемещения заготовок выполнены из скобообразного конструкционного профиля из двух параллельных частей, соединенных с перпендикулярной частью.
[15]Механизм установки крепежной фурнитуры в зонах сборки каркаса короба состоит из линейных электромеханических осей и 3-х автоматических отверток с системой подачи крепежа.
[16]Механизм установки крепежной фурнитуры в зоне прикрепления направляющих короба состоит из линейных электромеханических осей и 3-х автоматических отверток с системой подачи саморезов.
[17]Механизм установки крепежной фурнитуры в зоне крепления дна состоит из линейных электромеханических осей и 2-х автоматических степлеров с системой подачи скоб.
[18]Зона установки опор на дно короба снабжена вибробункерами для подачи и ориентации опор и фиксации винтами
[19]Краткое описание чертежей.
[20]Изобретение поясняется чертежами, на фиг. 1 – приведена схема заявляемой линии (вид сверху); на фиг. 2 – приведен общий вид заявляемой линии; на фиг. 3 – направляющая для однорядной роликовой цепи; на фиг. 4 – приводная роликовая цепь; на фиг. 5 – конструкционный профиль; на фиг. 6 - конструкционный профиль в сборе; на фиг. 7 и 8 – корпусы опор; на фиг. 9 направляющая Релакс-5; на фиг. 10 выделенный участок сервоконвейера с закрепленными на нём частями комплектующих; на фиг. 11 короб в собранном виде.
[21]Позициями на фигурах обозначено:
[22]1. цепной сервоконвейер;
[23]2. механизм удержания, позиционирования и перемещения заготовок;
[24]3. механизм установки евровинтов;
[25]4. механизм установки саморезов;
[26]5. механизм степлерения;
[27]6. устройство подачи заготовок;
[28]7. устройство переворота сборочной единицы короба;
[29]8. вибробункер для подачи и ориентирования опор для дна короба;
[30]9. направляющая для роликовой цепи;
[32]11. пластина Г-образной формы;
[33]12. опора для размещения деталей короба;
[34]13. конструкционный профиль;
[35]14. угловой алюминиевый соединитель;
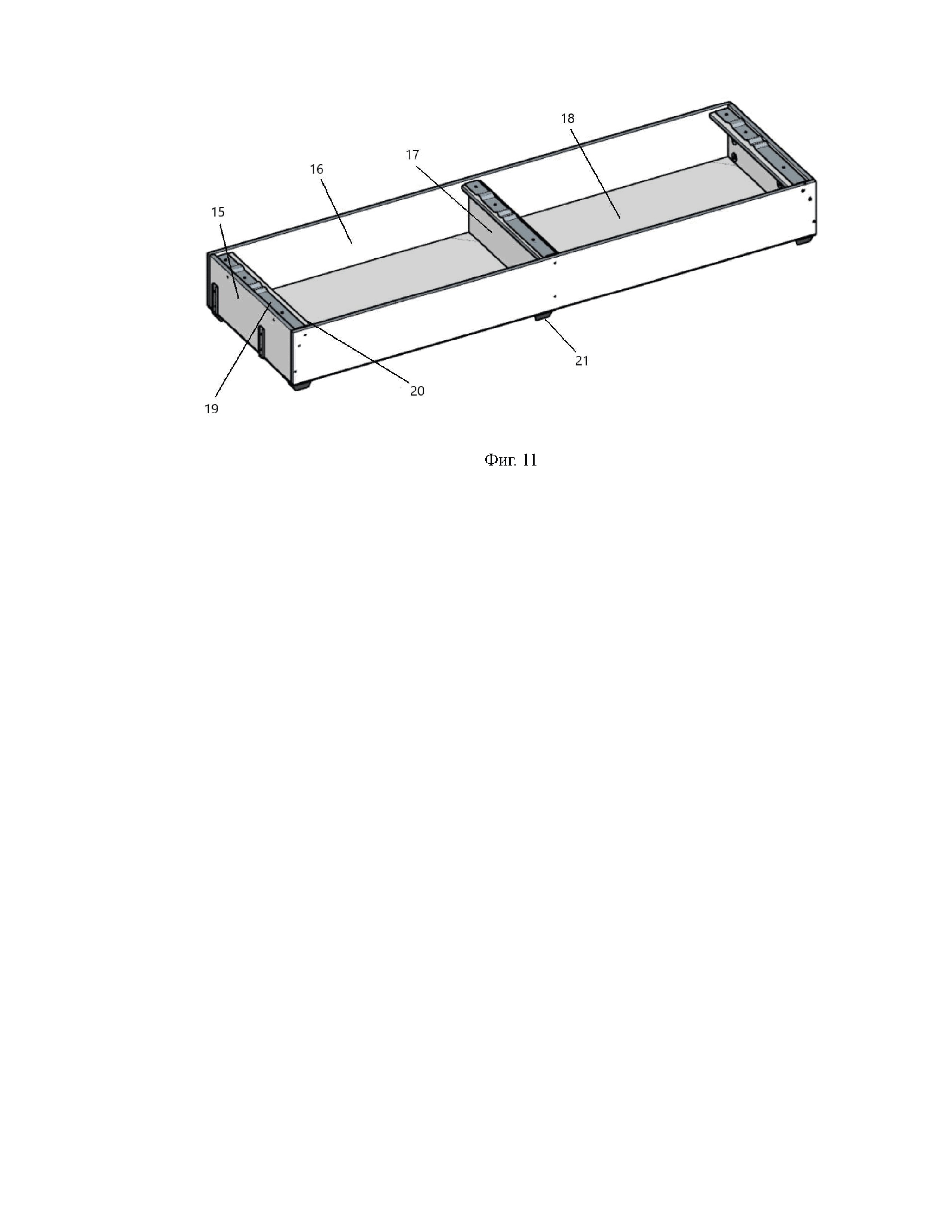
[36]15. боковые стенки короба;
[37]16. передняя и задняя стенки короба;
[38]17. средняя поперечная стенка короба;
[40]19 направляющая Релакс-5;
[41]20. основание для крепления направляющих;
[42]21. опора для дна короба.
[43]Осуществление изобретения.
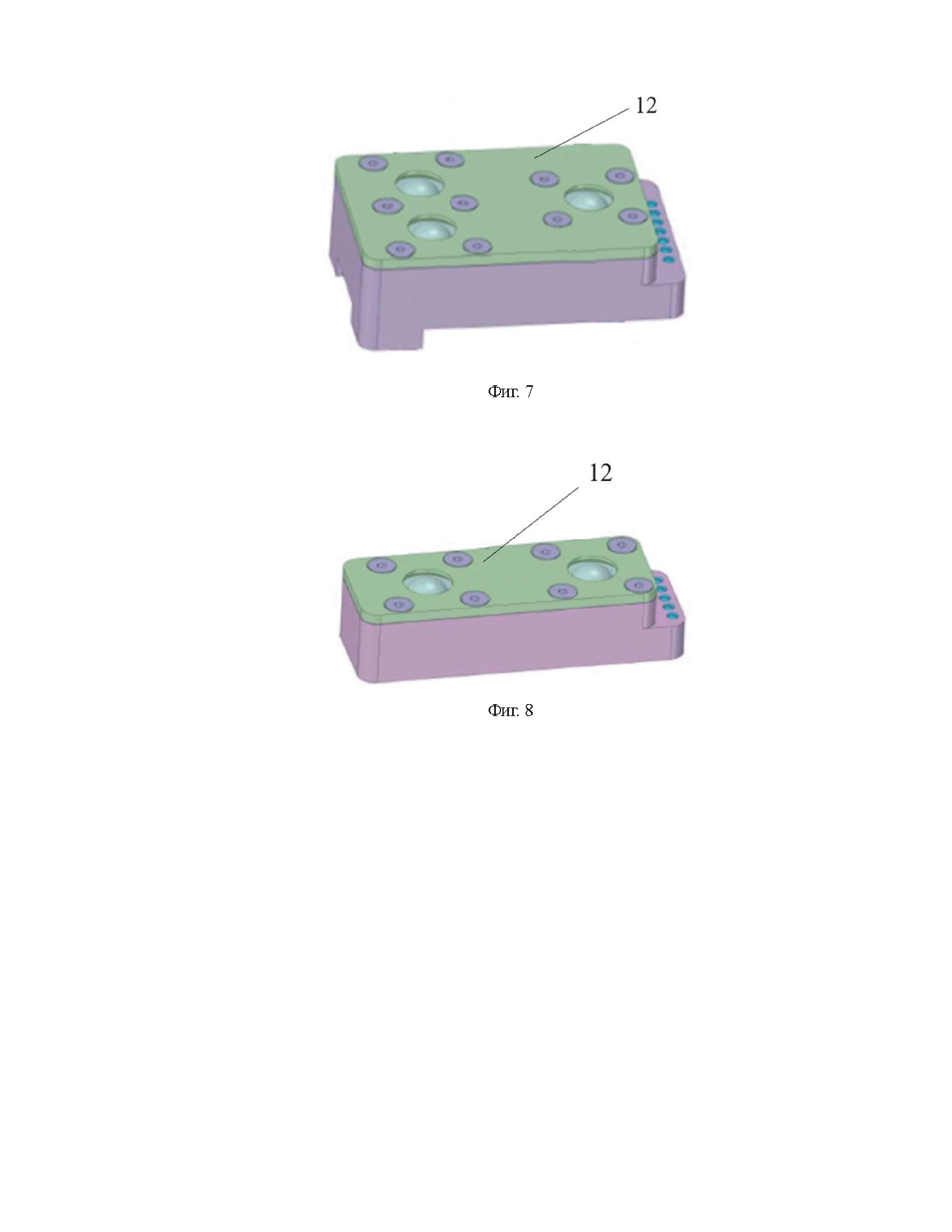
[44]Заявляемая линия представляет собой цепной сервоконвейер 1 с механизмами удержания, позиционирования и перемещения заготовок 2. Сервоконвейер состоит из конвейера и серводвигателя, приводящего в движение роликовую цепь 1 (фиг. 1, 2). Сервоконвейер осуществляет межоперационное перемещение полуфабриката, работая в режиме старт-стоп. Конструкция конвейера включает установленные на раму (на фиг. не показана) направляющую 9 (фиг. 3) для однорядной роликовой цепи 10 (фиг. 4) с пластинами Г-образной формы 11 (фиг. 3, 4, 11) для установки опор 12 для размещения и фиксации деталей короба (фиг. 7, 8, 11). На раме также установлены механизмы удерживания, позиционирования и перемещения 2, собранные из конструкционного профиля 13 (фиг. 5, 6, 11) и угловых алюминиевых соединителей 14 (фиг. 6, 11), и механизмы установки крепёжной фурнитуры 3-5 (евровинты, саморезы, скобы). Каркас рамы собран из конструкционного профиля и угловых алюминиевых профилей. Механизм 3 состоит из линейных электромеханических осей и 3-х автоматических отверток с системой подачи крепежа (евровинт).
[45]Автоматизированная конвейерная линия условно разделена на семь рабочих зон (фиг. 1) в соответствии с операциями технологического процесса. В первую, вторую и пятую зоны заготовки деталей подают из модуля подачи заготовок, состоящего из подъемного стола и подающего конвейера (на фиг. не показаны). Модуль осуществляет установку заготовки в положение захвата.
[46]Опоры для размещения деталей короба 12 (фиг. 7) предназначены для установки боковых стенок короба 15 имеют на своём корпусе выступающие элементы, которые выполняют роль паза и фиксатора короба на конвейерной линии, позиционируя короб на линии, не давая ему смещаться. Опоры для размещения деталей короба 12 (фиг. 8) предназначены для установки средней поперечной стенки короба 17 и не имеют на своём корпусе выступающих элементов, выполняя функцию подставки для детали. Опоры для размещения деталей короба 12 имеют Г-образные выступы для закрепления на пластине 11, причем в их корпусе установлены ролики для перемещения по конвейерной линии.
[47]Линия работает следующим образом.
[48]В первую зону сотрудники фабрики помещают заготовки деталей короба с уже просверленными отверстиями под установку евровинтов. В качестве заготовок деталей короба в первой зоне, в механизм удержания, позиционирования и перемещения заготовок, помещаются следующие заготовки: передняя и задняя стенки короба 16 (ЛДСП размерами 2004х215х16 мм (длина, ширина, толщина) - количеством 30 штук); боковые стенки короба 15 (ЛДСП 560х215х16 мм - количеством 60, по 30 штук в каждый механизм); средняя поперечная стенка короба 17 (ЛДСП 560х184х16 мм - количеством 30 штук); основание для крепления направляющих 20 (ЛДСП 560х70х16 мм - количеством по 90 штук, по 30 штук в каждый механизм).
[49]Механизм удержания, позиционирования и перемещения заготовок 1подаёт (выталкивает) заготовки в рабочую часть конвейера и фиксирует в плоскостях, необходимых по технологическому процессу следующие заготовки деталей: задняя стенка короба 16 количеством 1 штука; боковые стенки короба 15 количеством 2 штуки; средняя поперечная стенка короба 17 количеством 1 штука; основания 20 для крепления направляющих 19 количеством 3 штуки. Механизм установки евровинтов 3 осуществляет скрепление заготовок ЛДСП между собой, так как линейные электромеханические оси и автоматические отвертки с системой подачи крепежа программно позиционированы к отверстиям проделанными в заготовках ЛДСП. После сборки осуществляют перемещение скрепленных деталей по конвейеру в следующую зону. Норма времени выполнения операций в первой зоне 1 составляет – 33,84 секунды.
[50]Во второй зоне, в модуль подачи заготовок, сотрудники фабрики помещают заготовки передней стенки короба количеством 1 штука; уже с просверленными отверстиями под установку евровинта. Устройство, в нужный тактовый момент работы автоматизированной линии, подаёт (выталкивает) заготовки в рабочую часть конвейера и фиксирует в плоскостях, необходимых по технологическому процессу, системой базирования и удержания деталей.
[51]Механизм установки евровинтов осуществляет фиксацию заготовок ЛДСП между собой. В качестве заготовки в этой зоне используют ЛДСП 2004х215х16 мм — 1 штука, которую скрепляют с заготовкой из первой зоны и перемещают в следующую зону. Норма времени выполнения операций во второй зоне составляет – 30,96 секунды.
[52]В третью зону сотрудники фабрики помещают детали Релакс-5 (данная деталь производится на производстве мебельной фурнитуры). Устройство, в нужный тактовый момент работы автоматизированной линии, подаёт (выталкивает) детали Релакс-5 фиг 9, в количестве трёх штук, в рабочую часть конвейера и фиксирует в плоскостях, необходимых по технологическому процессу, механизмом удержания, позиционирования и перемещения заготовок 2. Механизм установки саморезов 4 осуществляет фиксацию детали Релакс-5 к основаниям для крепления направляющих 20, уже закрепленных в каркасе короба, вышедшем из Зоны 2.
[53]Норма времени выполнения операций в зоне 3 – 30,36 секунды.
[54]В четвертой зоне каркас короба с установленными направляющими переворачивают и перемещают в пятую зону. Норма времени выполнения операций в этой зоне – 28,2 секунды.
[55]В модуль подачи заготовок пятой зоны сотрудники фабрики помещают заготовки дна короба 18 (ЛДВП 2004х590х3,2), в количестве 1 штуки. С помощью механизма установки скоб 11 осуществляет фиксацию дна короба к собранному коробу. Механизм установки скоб 5 состоит из линейных электромеханических осей и 2-х пневмостеплеров.
[56]Норма времени выполнения операций в этой зоне – 33,72 секунды.
[57]В шестой зоне осуществляет подачу и ориентацию опор для дна короба 21 из вибробункера 8, например, «опор h=35 треугольной».
[58]С помощью механизма установки саморезов 4 фиксируют между собой каркас короба с «опорой h=35 треугольной», в количестве 6 штук. Норма времени выполнения операций в шестой зоне – 39,6 секунд.
[59]В седьмой зоне 7 сотрудники фабрики осуществляют снятие готового изделия с конвейерной линии.
[60]Опоры для размещения деталей короба 12 являются частью конвейера, и выполняют функцию кондуктора. Опоры 12 двигаются по всей длине конвейера, перемещая закрепленные в них детали и части короба, по всем зонам конвейера, позволяя устройствам и механизмам автоматизированной линии конвейера производить сборку короба.
[61]Один короб проходит все зоны за три с половиной минуты.
[62]На заявляемой линии можно изготовить (собрать) мебельные короба для любых типов диванов.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}