[1]Изобретение относится к металлургической промышленности.
[2]Способ предусматривает построение трехмерных зависимостей рекристаллизации в координатах «средняя величина (площадь) зерна - интенсивность деформации - температура». Изобретение позволяет уменьшить число испытаний, повысить точность построения диаграмм и приблизить оценку процесса рекристаллизации к производственным условиям.
[3]Известны способы построения диаграмм рекристаллизации, начиная с 20-х годов прошлого столетия (работы Тафеля, Ганеманна и Шнейдера), в которых для испытаний применяется метод осадки цилиндрических образцов плоскопараллельными опорами [1]. Испытания проводятся в диапазоне температур (600÷1200)°С через 50°С и степенях деформации в пределах (3÷80) %. Величина зерна определяется на шлифах продольных сечений осаженных образцов с применением металлографического метода. Зона замера выбирается по месту пересечения диагоналей продольного сечения осаженного образца (метод Гейна). При построении диаграммы рекристаллизации, средняя площадь зерна соотносится с относительной деформацией по высоте. В последующих способах построения, с целью повышения равномерности деформации в осаженных образцах, и как следствие точности оценки степени деформации, осадку проводили с использованием конических опор (метод Зибеля и Помпа) и образцов с торцевыми выточками, которые заполнялись твердой смазкой. Следует отметить способ И.М. Павлова, предусматривающий построение «истинных» диаграмм по размерам зерен, расположенных по вертикальной оси продольного сечения осаженного образца и сопоставляемых с действительной деформацией, которая определялась по изменению шага резьбы ввинченных шурупов [2]. К недостаткам метода следует также отнести большое количество испытаний и металлографических замеров, и недостаточную точность, которая обусловлено тем, что ввинченный шуруп искажает распределение деформаций в осаживаемом образце.
[4]Во всех способах построение диаграмм рекристаллизации рода основано на металлографических исследованиях осаженных образцов, количество которых при каждой температуре, в показателе относительной деформации по высоте, имеют значения 3, 5, 7, 10, 15, 20. 25. 30, 40, 50 и 80%.
[5]Наряду с неоспоримым удобством способов, в виде определенного места измерения величины зерна в продольном сечении осаженного образца, их применение имеет ряд ограничений, прежде всего из-за большого количества испытаний, неточности построения, а также невозможности использовании показателя относительной степени деформации в условиях пластического деформирования со сложным нагружением.
[6]Наиболее близким по технической сущности к предлагаемому является метод Н.И. Корнеева, в котором место измерения величины зерна в продольном сечении осаженного образца не устанавливалось [1]. На всей поверхности продольного сечения выявлялась максимальная величина зерна, которая на диаграмме соотносилась с относительной деформацией образца по высоте. К недостаткам метода следует также отнести большое количество испытаний и металлографических замеров, и недостаточную точность.
[7]Техническим результатом предлагаемого изобретения является уменьшение числа испытаний на осадку при каждой температуре до двух, повышение точности построения диаграмм и возможности их использования в производственных условияхза счетприменения показателя интенсивности деформации.
[8]Технический результат достигается тем, что в способе построения зависимостей рекристаллизации, в котором определение максимальной величины зерна проводится по всей поверхности продольного сечения осаженных образцов без установления места измерения и сопоставляется с относительной деформацией образцов по высоте, проводятся замеры зерна в местах с привязкой к центрам ячеек координатной сетки с размером 2,0 мм × 2,0 мм и сопоставляются с фактической степенью их деформации в показателе интенсивности, определенных методом математического моделирования.
[9]При построении зависимости рекристаллизации место измерения величины зерен на продольном сечении осаженных образцов не устанавливается, а вместо одного замера по продольному сечению 2-х осаженных образцов со степенями обжатия 10 и 50 % проводятся замеры зерна в местах с привязкой к центрам ячеек координатной сетки с размером 2,0 мм × 2,0 мм и сопоставляются с фактической степенью их деформации в показателе интенсивности, определенных методом математического моделирования.
[10]Суть изобретения заключается: во-первых, в использовании неравномерности деформации материала при осадке, которая позволяет на продольных сечениях двух осаженных образцов со относительными деформациями 10 и 50% получить набор значений фактических деформации, получаемых при осадке образцов со степенями относительного обжатия по высоте 3, 5, 7, 10, 15, 20, 25, 30, 40, 50 и 80%; во-вторых, в применении математического моделирования, которое дает оценку степени деформации в показателе интенсивности и увеличивает число сопоставлений величины зерна с степенью деформации на продольных шлифах осаженных образцов, что позволяет повысить точность построения диаграмм рекристаллизации за счет плавного, а не ступенчатого задания степени деформации.
[11]Значения фактической степени деформации и их градиент в плоскости осаженных образцов могут варьироваться, в зависимости от относительной длины осаженных образцов и степени осадки. Диаметры образцов  выбираются в интервале 45…50 мм. Это позволяет, кроме определения величины зерна в период динамической рекристаллизации, определять ее изменение на стадиях собирательной рекристаллизации при отжигах различной продолжительности, и производить построение диаграмм 3-города [3]. Значение относительной длины образца
выбираются в интервале 45…50 мм. Это позволяет, кроме определения величины зерна в период динамической рекристаллизации, определять ее изменение на стадиях собирательной рекристаллизации при отжигах различной продолжительности, и производить построение диаграмм 3-города [3]. Значение относительной длины образца  определяется ее устойчивостью при осадке и выбирается в пределах 1,4…2,2.
определяется ее устойчивостью при осадке и выбирается в пределах 1,4…2,2.
[12]Предлагаемый способ реализуется следующим образом. Испытания цилиндрических образцов проводятся при каждой температуре с относительными степенями деформации ~ 15 и 50%. Математическое моделирование определяет деформированное состояние в продольных сечениях осаженных образцов в показателе интенсивности деформации, с привязкой к центрам ячеек с координатной сеткой размером 2,0 мм × 2,0 мм (фиг. 1), в которых металлографическим методом определяется величина зерна.
[13]Величина зерна определяется металлографическим методом на шлифах образцов, вырезанных из осаженных заготовок. Для этого последние разрезаются по высоте на две равные половины, которые в свою очередь вдоль продольной оси разделяются на четыре части с применением проволочной электроэрозионной резки. Часть осаженного образца со степенью деформации 12,5% режется на шесть образцов, со степенью деформации 45% - на четыре образца (фиг. 2). Металлографический анализ выполняется с применением разработанной программы для ЭВМ, основанной на программном обеспечении NI Vision в среде разработки LabVIEW фирмы National Instruments [4]. Программа обеспечивает мониторинг микроструктуры с цифровых фотографий с увеличением ×200 с использованием принципа бинаризации и включает: измерения, определение количества зерен, их среднюю величину и площадь на исследуемой поверхности шлифа, интерфейс которой приведен на фиг. 3.
[14]Пример 1. Построение диаграммы рекристаллизации 2-го рода стали ферритно-мартенситного класса 14Х17Н2 при испытаниях на осадку цилиндрических образцов с относительной длиной  2,2.
2,2.
[16]- заготовки из горячекатаного проката: цилиндрические образцы с плоскими торцами (диаметр = 45 мм, высота  = 100 мм);
= 100 мм);
[17]- температуры нагрева: 900, 1000, 1100, 1150°С;
[19]- вид испытаний: осадка на кривошипном горячештамповочном прессе.
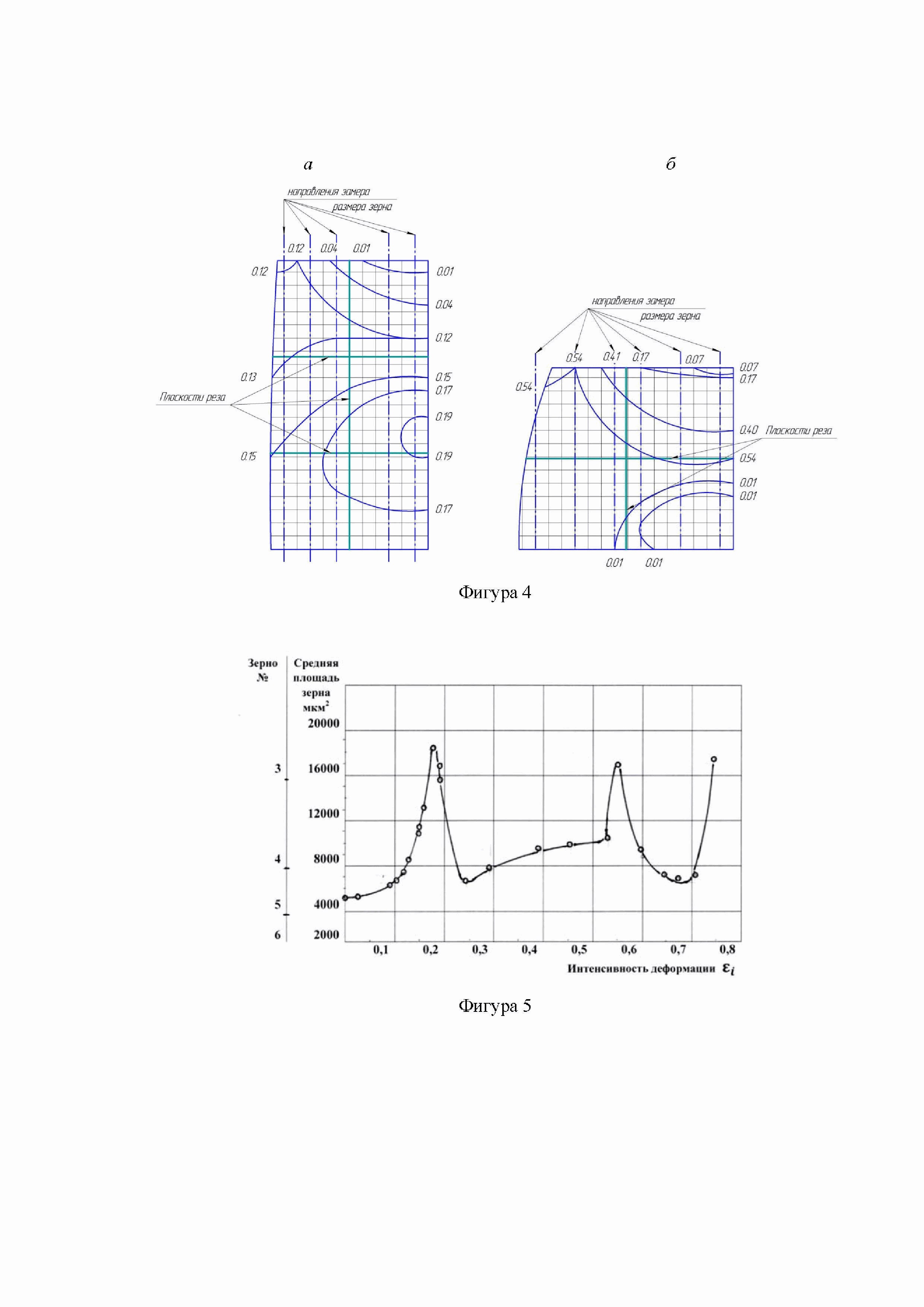
[20]Значения интенсивности деформированного состояния материала в поперечных сечениях осаженных заготовок со степенями деформации 12,5 и 45% в соответствии с координатной сеткой размером 2,0×2,0 мм, определенные математическим моделированием, приведены в таблицах 1 и 2. На их основании построены поля деформаций, в показателе интенсивности, 1/4 части продольного сечения осаженных образцов (фиг. 4).
[21]
[22]Таблица 2 - Значение интенсивности деформации  в продольном сечении осаженного образца из стали 14Х17Н2 с относительной степенью деформации в продольном сечении осаженного образца из стали 14Х17Н2 с относительной степенью деформации  45% 45% |
| № по высоте | № ячейки по горизонтали от края до продольной оси образца |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 |
| 1(верх) | | | | 0,60 | 0,54 | 0,48 | 0,41 | 0,31 | 0,24 | 0,20 | 0,17 | 0,13 | 0,11 | 0,09 | 0,07 | 0,07 | 0,07 |
| 2 | | | 0,57 | 0,54 | 0,51 | 0,47 | 0,40 | 0,33 | 0,28 | 0,23 | 0,20 | 0,16 | 0,13 | 0,12 | 0,12 | 0,12 | 0,12 |
| 3 | | | 0,51 | 0,50 | 0,48 | 0,43 | 0,39 | 0,36 | 0,32 | 0,29 | 0,25 | 0,22 | 0,20 | 0,18 | 0,17 | 0,17 | 0,17 |
| 4 | | 0,47 | 0,47 | 0,48 | 0,48 | 0,46 | 0,44 | 0,41 | 0,38 | 0,36 | 0,33 | 0,30 | 0,29 | 0,27 | 0,25 | 0,24 | 0,24 |
| 5 | | 0,45 | 0,47 | 0,48 | 0,49 | 0,50 | 0,48 | 0,46 | 0,44 | 0,42 | 0,40 | 0,38 | 0,36 | 0,34 | 0,33 | 0,32 | 0,31 |
| 6 | | 0,46 | 0,49 | 0,50 | 0,51 | 0,51 | 0,52 | 0,51 | 0,51 | 0,49 | 0,47 | 0,46 | 0,43 | 0,41 | 0,40 | 0,40 | 0,40 |
| 7 | | 0,48 | 0,51 | 0,53 | 0,53 | 0,54 | 0,54 | 0,54 | 0,53 | 0,53 | 0,53 | 0,53 | 0,51 | 0,48 | 0,48 | 0,48 | 0,48 |
| 8 | | 0,48 | 0,50 | 0,53 | 0,55 | 0,56 | 0,57 | 0,56 | 0,56 | 0,55 | 0,55 | 0,56 | 0,56 | 0,56 | 0,55 | 0,54 | 0,54 |
| 9 | | 0,50 | 0,51 | 0,53 | 0,55 | 0,57 | 0,58 | 0,60 | 0,61 | 0,61 | 0,61 | 0,61 | 0,61 | 0,60 | 0,60 | 0,60 | 0,61 |
| 10 | 0,48 | 0,50 | 0,52 | 0,54 | 0,56 | 0,58 | 0,60 | 0,61 | 0,62 | 0,64 | 0,65 | 0,66 | 0,66 | 0,66 | 0,66 | 0,66 | 0,67 |
| 11 | 0,49 | 0,51 | 0,53 | 0,56 | 0,58 | 0,60 | 0,61 | 0,62 | 0,64 | 0,65 | 0,67 | 0,69 | 0,70 | 0,70 | 0,71 | 0,71 | 0,71 |
| 12 | 0,50 | 0,52 | 0,54 | 0,56 | 0,58 | 0,61 | 0,63 | 0,65 | 0,67 | 0,68 | 0,70 | 0,71 | 0,72 | 0,72 | 0,73 | 0,73 | 0,73 |
| 13 | 0,51 | 0,53 | 0,54 | 0,57 | 0,60 | 0,63 | 0,65 | 0,67 | 0,68 | 0,70 | 0,71 | 0,72 | 0,72 | 0,73 | 0,74 | 0,74 | 0,74 |
| 14 | 0,52 | 0,54 | 0,56 | 0,58 | 0,62 | 0,65 | 0,67 | 0,68 | 0,69 | 0,70 | 0,71 | 0,71 | 0,72 | 0,73 | 0,73 | 0,73 | 0,74 |
| 15 | 0,53 | 0,56 | 0,58 | 0,61 | 0,63 | 0,65 | 0,66 | 0,67 | 0,68 | 0,69 | 0,70 | 0,71 | 0,72 | 0,73 | 0,73 | 0,73 | 0,73 |
[23]В таблицах 1 и 2 в порядке возрастания деформированного состояния выбраны 32 ячейки. В их соответствии, на шлифах продольных сечений при каждой температуре испытания, металлографическим методом определялась средняя площадь зерна. Для температуры 1100°С полученные значения средней площади зерна в соответствии с интенсивностью деформации приведены в таблице 3, на основании которых графически построено температурное сечение диаграммы рекристаллизации 2-го рода (фиг. 5).
[24]Таблица 3. Зависимость средней площади зерна S·102мкм2 стали 14Х17Н2 от интенсивности деформации  в порядке возрастания при температуре 1100°С в порядке возрастания при температуре 1100°С |
 | 0.013 | 0.041 | 0.077 | 0,111 | 0.119 | 0,133 | 0.143 | 0.156 |
| S мкм2 | 53 | 53 | 70 | 66 | 75 | 82 | 72 | 107 |
[25] | 0.159 | 0,160 | 0,163 | 0.164 | 0.173 | 0.187 | 0,189 | 0,236 |
| S мкм2 | 110 | 115 | 95 | 120 | 180 | 167 | 155 | 62 |
[26] | 0.294 | 0.386 | 0,462 | 0.492 | 0.532 | 0.557 | 0.590 | 0.602 |
| S мкм2 | 79 | 93 | 91 | 50-64 | 103 | 165 | 92 | 85 |
[27] | 0.607 | 0.622 | 0,640 | 0.665 | 0,695 | 0.709 | 0,732 | 0.736 |
| S мкм2 | 79 | 70 | 70 | 66 | 64 | 72 | 68 | 166 |
[28]Пример 2. Построение диаграммы рекристаллизации 2-го рода стали аустенитного класса Х18Н10Т при испытаниях на осадку цилиндрических образцов с относительной длиной 1,4.
[31]- нагрев заготовок: температуры нагрева: 900, 1000, 1100, 1150°С, скорость нагрева 3 ;
;
[33]- вид испытаний: осадка на пневматическом молоте.
[34]Значения интенсивности деформированного состояния материала в поперечных сечениях осаженных заготовок со степенями деформации 10 и 50% в соответствии с координатной сеткой размером 2,0×2,0 мм, определенные математическим моделированием, приведены в таблицах 4 и 5. На их основании построены поля деформаций, в показателе интенсивности, 1/4 части продольного сечения осаженных образцов (фиг. 6).
[35]| Таблица 4. Значения интенсивности деформации в продольном сечении осаженного образца из стали Х18Н10Т с относительной степенью деформации 10% |
| № по высоте | № ячейки по горизонтали от края до продольной оси образца |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| 1(верх) | 0,1 | 0,1 | 0,1 | 0,1 | 0,09 | 0,09 | 0,09 | 0,08 | 0,08 | 0,08 | 0,08 | 0,08 | 0,08 |
| 2 | 0,1 | 0,1 | 0,1 | 0,1 | 0,1 | 0,1 | 0,09 | 0,09 | 0,09 | 0,09 | 0,09 | 0,09 | 0,09 |
| 3 | 0,11 | 0,11 | 0,11 | 0,1 | 0,1 | 0,1 | 0,1 | 0,1 | 0,1 | 0,1 | 0,1 | 0,1 | 0,1 |
| 4 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 |
| 5 | 0,12 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 | 0,11 |
| 6 | 0,12 | 0,12 | 0,12 | 0,12 | 0,12 | 0,12 | 0,12 | 0,12 | 0,12 | 0,11 | 0,11 | 0,11 | 0,11 |
| 7 | 0,13 | 0,13 | 0,13 | 0,13 | 0,13 | 0,12 | 0,12 | 0,12 | 0,12 | 0,12 | 0,11 | 0,11 | 0,11 |
| 8 | 0,13 | 0,13 | 0,13 | 0,13 | 0,13 | 0,13 | 0,13 | 0,12 | 0,12 | 0,12 | 0,11 | 0,11 | 0,11 |
| 9 | 0,14 | 0,14 | 0,14 | 0,14 | 0,14 | 0,13 | 0,13 | 0,13 | 0,12 | 0,12 | 0,12 | 0,11 | 0,11 |
| 10 | 0,14 | 0,14 | 0,14 | 0,14 | 0,14 | 0,14 | 0,13 | 0,13 | 0,13 | 0,12 | 0,12 | 0,11 | 0,11 |
| 11 | 0,15 | 0,15 | 0,14 | 0,14 | 0,14 | 0,14 | 0,14 | 0,13 | 0,13 | 0,12 | 0,12 | 0,12 | 0,11 |
| 12 | 0,15 | 0,15 | 0,15 | 0,14 | 0,14 | 0,14 | 0,14 | 0,13 | 0,13 | 0,13 | 0,12 | 0,12 | 0,11 |
| 13 | 0,15 | 0,15 | 0,15 | 0,14 | 0,14 | 0,14 | 0,14 | 0,13 | 0,13 | 0,13 | 0,12 | 0,12 | 0,11 |
| 14 | 0,15 | 0,15 | 0,15 | 0,15 | 0,14 | 0,14 | 0,14 | 0,13 | 0,13 | 0,13 | 0,12 | 0,12 | 0,11 |
| 15 | 0,15 | 0,15 | 0,15 | 0,14 | 0,14 | 0,14 | 0,14 | 0,13 | 0,13 | 0,13 | 0,12 | 0,12 | 0,12 |
[36]| Таблица 5. Распределение интенсивности деформации в продольном сечении осаженного образца из стали Х18Н10Т с относительной степенью деформации 50% |
№ по высоте
образца | № ячейки по горизонтали от края до продольной оси образца |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 1(верх) | | 0.791 | 0.548 | 0.367 | 0.227 | 0.157 | 0.109 | 0.072 | 0.049 | 0.043 |
| 2 | | 0,512 | 0,462 | 0,386 | 0,298 | 0,236 | 0,180 | 0,151 | 0,153 | 0,142 |
| 3 | 0,458 | 0.479 | 0.492 | 0.462 | 0.418 | 0.386 | 0.352 | 0.323 | 0.294 | 0.294 |
| 4 | 0.484 | 0.525 | 0.532 | 0.536 | 0.528 | 0.524 | 0.513 | 0.468 | 0.465 | 0.426 |
| 5 | 0.499 | 0.525 | 0.557 | 0.586 | 0.605 | 0.602 | 0.603 | 0.598 | 0.596 | 0.607 |
| 6 | 0.514 | 0.533 | 0.590 | 0.615 | 0.639 | 0.665 | 0.692 | 0.699 | 0.706 | 0.709 |
| 7 | 0.530 | 0.570 | 0.622 | 0.663 | 0.686 | 0.703 | 0.718 | 0.732 | 0.736 | 0.736 |
| 8(середина) | 0.566 | 0,610 | 0,640 | 0,662 | 0,679 | 0,695 | 0,714 | 0,728 | 0,731 | 0,732 |
[37]В таблицах 4 и 5 в порядке возрастания деформированного состояния выбраны 22 ячейки (таблица 6).
[38]| Таблица 6. Значение интенсивности деформации εi в порядке возрастания на поверхности шлифов образцов с относительной степенью деформации εh = 10% и εh = 50% |
 | Значение интенсивности деформации εi |
| 10% | 0,062 | 0,118 | 0,106 | 0,099 | 0,113 | 0,122 | 0,137 | 0,139 | 0,146 | 0,114 | 0,147 |
| 50% | 0,706 | 0,706 | 0,706 | 0,706 | 0,706 | 0,706 | 0,706 | 0,706 | 0,706 | 0,706 | 0,706 |
[39]В соответствии с выбранными ячейками на шлифах продольных сечений образцов, осаженных при температурах 900, 1000, 1100°С, с применением специализированной программы для ЭВМ [4] определялась средняя площадь зерна. На основании обработки цифровых фотографий микроструктур построена трехмерная диаграмма рекристаллизации 2-го рода, приведенная на фиг. 7.

 = 12,5% (
= 12,5% ( = 87,5 мм,
= 87,5 мм,  = 46 мм,
= 46 мм,  = 48 мм),
= 48 мм),  = 45% (
= 45% ( = 55мм,
= 55мм,  = 46 мм,
= 46 мм,  = 48 мм);
= 48 мм); = 1.4);
= 1.4);

{kind=link}
{kind=link}
{kind=link}