[1]Изобретение относится к сварочному производству и применимо в сварочных клещах КТС, используемых для производства арматуры, применяемой в панелях жилых домов, спортивных производственных зданий и др. сооружений.
[2]Известен электрододержатель в виде расположенных под углом стержней, имеющих на концах первого - хвостовик для крепления других этих клещей, второго - гнездо под сменный полый электрод, а также продольные каналы под хладагент, открытые один в другой, выполненные с их торцов, причем во втором стержне образовано два продольных канала, открытых в нижнюю и верхнюю части поперечного гнезда под электрод (см. заявочные материалы №2014134701/02 от 23.08.2014).
[3]Его недостатки: необходимо выполнять второй канал в стержне и нетехнологичность из-за цилиндрического хвостовика и изготовления из листового материала.
[4]Известен такой же электрододержатель, но с торца второго стержня имеется полость под штуцер, в котором закреплена трубка расположенная с зазорами в продольном глухом канале (см. патент US 454482 А от 01.10.1985).
[5]Его недостатки аналогичны предыдущему, а из-за ограниченности кольцевого зазора между трубкой и каналом он забивается примесями технической воды, используемой в клещах, и частичками окиси меди токоподводящих проводов, расположенных в шланге подвода хладагента с одновременным охлаждением их, что требует периодической профилактики такого держателя для очистки его продольного канала от вышеуказанного.
[6]Задачей данного изобретения является повышение надежности предлагаемого держателя, упрощение конструкции и уменьшение его трудоемкости.
[7]Эта задача решается тем, что у электрододержателя сварочных клещей для КТС в виде расположенных под углом стержней, имеющих на концах первого - хвостовик под другие элементы клещей, второго на внутренней стороне - средство для крепления сменного электрода и по продольному каналу под хладагент, выполненных с их торцов и открытых один в другой, причем в образованной с торца второго стержня полости размещен штуцер, с которым соединен жесткий трубопровод, расположенный с зазорами в его канале, новым является то, что элетрододержатель выполнен без первого стержня, а конец оставшегося стержня загнут с наличием у его торца прямого участка под средство крепления сменного электрода; при этом на конце трубопровода, соединенного другим концом с втулкой, установленной в полости стержня перед штуцером без трубопровода, размещен гибкий трубопровод с проволокой на нем или без нее, расположенный в изогнутом и прямом участках канала загнутой передней части стержня, имеющего поперечное окно под хладагент, открытое в его канал в зоне нахождения жесткого трубопровода: у электрододержателя средство крепления сменного электрода выполнено в виде сквозной поперечной полости стержня; у электрододержателя между втулкой и штуцером установлен фильтр очистки хладагента; в электрододержателе жесткий трубопровод заменен гибким (силиконовым) трубопроводом.
[8]Выполнением электрододержателя без первого стержня с хвостовиком повышается его технологичность, используя, например, круглый стержень, исключающий наружную обработку и повышающий коэффициент использования материала исходной заготовки.
[9]Образованием загнутого участка у переднего торца стержня с наличием там прямого участка под средство крепления электрода сводится к минимуму трудоемкость такого электрододержателя и повышается его технологичность (продолжительность операции гибки его не более минуты).
[10]Использованием гибкого трубопровода, размещенного на конце жесткого трубопровода, обеспечивается его перемещение по изогнутому участку канала стержня и расположение его переднего конца у дна канала с зазором.
[11]Наличием проволоки на гибком трубопроводе обеспечивается центрирование ею его в продольном канале не только в изогнутом участке его, но и на прямом участке, обеспечивая беспрепятственный подвод (отвод) хладагента в зону охлаждения электрода или из нее - необходимое условие для его эффективного охлаждения.
[12]Образованием сквозной поперечной полости под средство крепления сменного электрода (его хвостовика или) втулки упрощается его удаление после износа для замены новым, а также реставрации ее соответствующим инструментом с выходом его передней части из нее.
[13]Креплением конца жесткого трубопровода во втулке, размещенной в полости стержня, упрощается конструкция токо- и водоподводящего штуцера, размещенного в этой же полости сзади ее, герметизация полости при присоединении последнего и сборка (разборка) предлагаемого электрододержателя.
[14]Выполнением поперечного окна в стержне, открытого в его продольный канал в зоне размещения жесткого трубопровода, обеспечивается отвод нагретого хладагента из этого канала для охлаждения подвижного электрода в другом подвижном держателе.
[15]Установка после штуцера фильтра очистки в полости стержня обеспечивается очистка подводимого хладагента - воды от его примесей и частичек окиси меди токоподводящих проводов, нагревающихся и окисляющихся при сварке.
[16]Заменой жесткого трубопровода гибким уменьшается также трудоемкость предлагаемого держателя с обеспечением надежной циркуляции по нему и боковому зазору между ним и боковой поверхностью канала стержня.
[17]Сравнительный анализ предлагаемого решения с известными в настоящее время свидетельствует, что оно ново, имеет существенные отличия, промышленно применимо и поэтому соответствует критерию Изобретение.
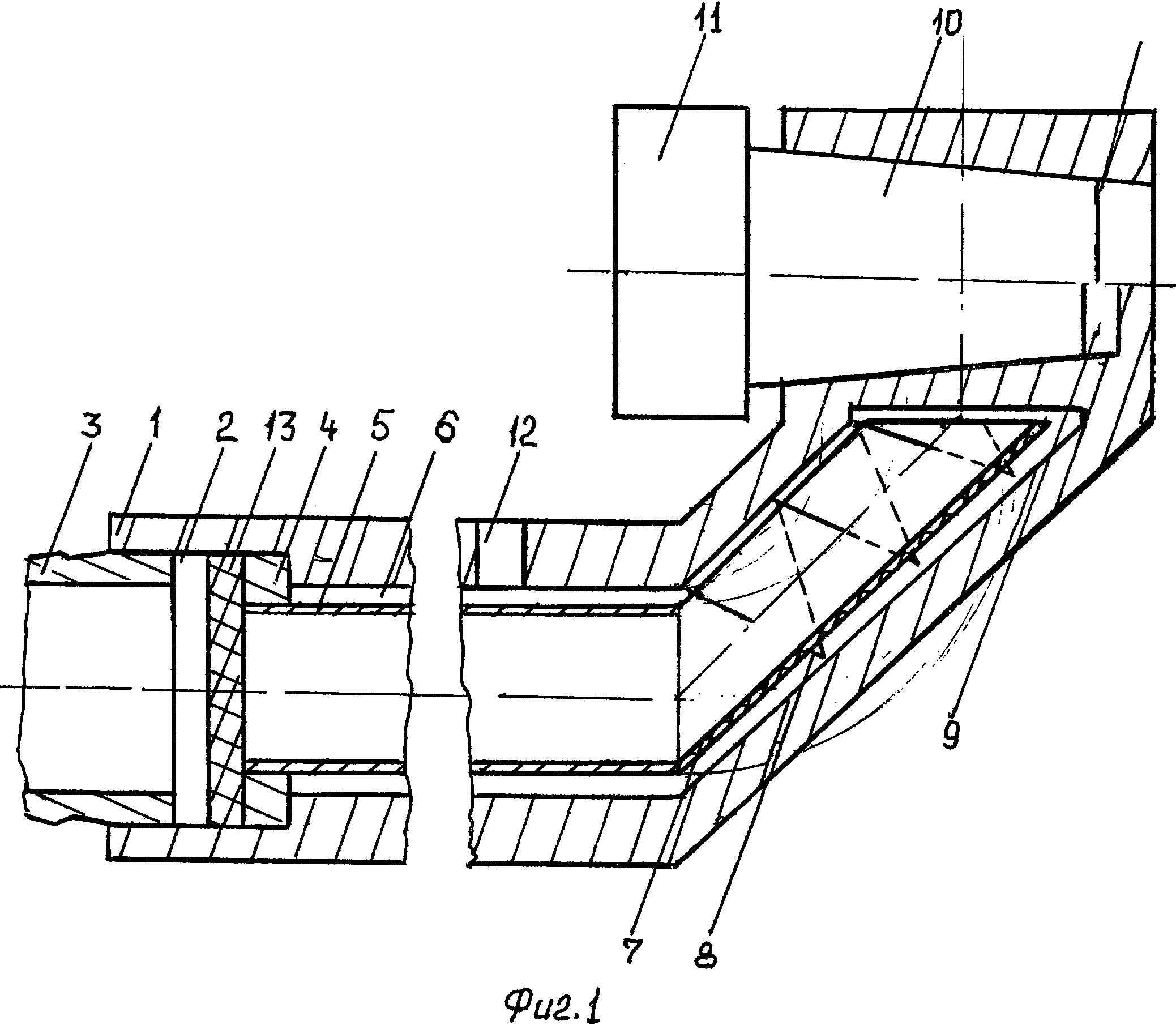
[18]Предлагаемое представлено чертежом, где на фиг. 1 представлены элементы электрододержателя по п. 1-4 формулы изобретения.
[19]Он содержит стержень 1, с заднего торца которого выполнена полость 2 под токо- и водоподводящий штуцер 3, втулку 4, в которой концом размещен жесткий трубопровод 5. Под последний в стержне 1 выполнен продольный канал 6 - продолжение полости 2, в котором с зазорами расположен трубопровод 5 и соединенный с ним гибкий трубопровод 7 с проволокой 8 на нем, находящийся в изогнутом и прямом участках глухого канала 6 передней части стержня. У переднего торца стержня 1 на прямом участке внутренней изогнутой стороны выполнена поперечная полость 9, которая может быть глухой или сквозной (см. верхнюю и нижнюю части фиг. 1 и п. 2 формулы). В ней размещается хвостовик 10 электрода 11. В стержне 1 в зоне размещения трубопровода 5 выполнено поперечное окно 12, открытое в канал 6, для отвода хладагента из него. В полости 2 между штуцером 3 и втулкой 4 может быть размещен фильтр 13 очистки хладагента от примесей, что повысит надежность работы этого устройства (см. п. 3 формулы). Вместо жесткого трубопровода 5 может быть использован только гибкий трубопровод 7, находящийся концом во втулке 4 и желательно с проволокой 8, расположенной по спирали на его наружной боковой поверхности, что необходимо для его центрирования в канале 6 стержня 1 и особенно в его изогнутом участке, где необходимо создать равномерный боковой зазор между трубопроводом 7 и боковой поверхностью канала 6. Это необходимо для удаления за пределы стержня примесей хладагента, которые могут заполнить вышеуказанный зазор.
[20]При сварке клещи размещаются между соединяемыми элементами, например прутками: этот держатель своим неподвижным электродом упирается в пруток сваренной арматуры, а подвижный электрод другого держателя располагается напротив привариваемого прутка. После этого пруток прижимается последним к привариваемому прутку требуемым усилием и пропускается сварочный ток. Образуется сварная точка в зоне контакта прутков, тепло от которой поступает через соединившиеся между собой прутки в оба электрода, нагревая их.
[21]Тепло от рабочей поверхности электрода 11 устремляется в осевом направлении по его хвостовику 10, а от него и в радиальном направлении к стенкам полости, в которой он размещается. Через эти стенки тепло устремляется к дну канала 6 стержня 1, омываемому хладагентом, подаваемым через штуцер 3, фильтр 13 или без него. Втулку 4,. трубопроводы 5 и 7,. причем у последнего передний торец может быть перпендикулярным его продольной оси или наклонным и в последнем случае допускается его локальное упирание в дно полости, что недопустимо у предыдущего и поэтому отстоящего с осевым зазором от дна канала 6.
[22]Хладагент омывает и охлаждает не только это дно, но и прилегающую к нему прямую и изогнутую часть переднюю часть стержня 1. Через стенки дна канала 1 охлаждаются хвостовик 10 и электрод 11.
[23]Эффективность охлаждения их определяется расходом хладагента и скоростью циркуляции его вдоль охлаждаемых поверхностей стержня, причем чем больше значения этих параметров, тем эффективнее охлаждение стержня в передней части и, следовательно, хвостовика 10 и электрода 11.
[24]Нагретый хладагент отводится по боковому зазору между поверхностями трубопроводов 7 и 5 и каналом 6 к поперечному окну 12 стержня 1, а из него к другому подвижному электрододержателю для охлаждения его электрода, не показанных на чертеже.
[25]Преимущество предлагаемого - отсутствие хладагента в хвостовике и полости под электрод и поэтому не требуется их герметизация.
[26]Недостаток - меньшая стойкость с таким (через стенки) охлаждением по сравнению с омыванием хладагентом полого хвостовика и задней части электрода.
[27]Использованием круглого стержня повышается технологичность электрододержателя: не надо обрабатывать его по боковой наружной поверхности.
[28]При наличии фильтра 13 очистки технической воды повышается надежность предлагаемого: срок между чистками его каналов от примесей увеличивается.
[29]Центрированием проволокой гибкого трубопровода в изогнутом участке канала 6 стержня 1 обеспечивается необходимый боковой зазор там для беспрепятственного отвода хладагента из зоны охлаждения электрода 11, что необходимо и для успешной работы и другого подвижного электрода, не показанного на чертеже
[30]Наличием сквозной (конической) полости 9 под хвостовик 10 электрода 11 упрощается его удаление из нее выколачиванием его, а также реставрация полости при износе инструментом с выходом его из него, что гораздо проще, чем ремонт глухой полости.
[31]Таким образом, предлагаемым держателем неподвижного электрода сварочных клещей улучшаются их вышеуказанные производственно-экономические показатели: надежность и технологичность.