[1]Полезная модель относится к области внутритрубного неразрушающего контроля трубопроводов и может применяться для обнаружения дефектов в трубопроводах.
[2]Внутритрубная диагностика (ВТД) – это комплекс мероприятий, обеспечивающих получение информации о дефектах трубопроводов с использованием внутритрубных инспекционных приборов.
[3]Эффективная и безопасная эксплуатация трубопроводов является одной из важнейших задач для нефтегазовой промышленности. Для надежности поставок нефти и газа чрезвычайно необходимо поддерживать требуемые технические характеристики трубопроводов. Значительная протяженность и малодоступность трубопроводных магистралей не позволяют полноценно использовать различные методы неразрушающего контроля. Оценку реального состояния протяженных линейных трубопроводов обеспечивает ВТД, предоставляющая возможность своевременно выявлять дефекты трубопроводов.
[4]Для обследования стальных трубопроводов самым информативным методом ВТД является магнитный метод. Например, из уровня техники известны многочисленные примеры магнитных методов контроля [RU 2 634 366 C2, опубл.: 26.10.2017, RU 2133032 C1, опубл.: 10.07.1999. RU 117186 U1, опубл.: 20.06.2012. RU 2176081 C1, опубл.: 20.11.2001. US 2001017541 A1, опубл.: 30.08.2001]. С помощью магнитных методов контроля можно определить виды, размеры и местоположения дефектов. Метод основан на регистрации полей рассеяния, образующихся при намагничивании стенки трубопровода. При наличии дефекта в стенке трубопровода часть магнитного потока рассеивается, что фиксируется датчиком. Непосредственное обнаружение и регистрация дефектов – задача внутритрубных дефектоскопов.
[5]Необходимым условием для проведения качественной внутритрубной диагностики является минимизация зазора между внутренней поверхностью трубопровода и магнитным датчиком внутритрубных дефектоскопов. Однако в процессе движения дефектоскопа внутри трубопровода возможен "отскок", смещение или неравномерное огибание датчиков стенки трубопровода из-за ударов о швы и другие неровности. Вероятность пропуска или неправильной идентификации опасного дефекта сильно возрастает на тех участках трубопровода, где имеется неровность стенки трубопровода. Поэтому конструкция крепления блока датчиков к корпусу внутритрубного дефектоскопа во многом определяет качество контроля состояния трубопроводов внутритрубными дефектоскопами.
[6]Известно устройство [RU 2293312 C1, опубл.: 10.02.2007] системы датчиков ВТД, которое содержит ряд держателей датчиков, установленных концентрично по периметру корпуса дефектоскопа, причем каждый держатель расположен параллельно продольной оси корпуса дефектоскопа, на держателе установлен по меньшей мере один датчик, каждый держатель у своей передней оконечности по ходу движения дефектоскопа шарнирно прикреплен к рычагу, другой конец рычага также шарнирно закреплен на корпусе дефектоскопа, на держателе на расстоянии от места крепления рычага закреплен один конец пружины, работающей в рабочем положении системы на сжатие, другой конец которой закреплен на корпусе.
[7]Недостатком данной конструкции является высокая инерционная масса, что не обеспечивает возможность выполнения постоянного и минимального зазора между стенкой трубопровода и плоскостью системы датчиков на мелких неровностях стенки трубопровода.
[8]Известно устройство [RU 212265U1, опубл.: 13.07.2022] крепления блока датчиков к корпусу дефектоскопа, которое включает в себя корпус блока датчиков, кронштейн, выполненный с возможностью крепления на корпусе дефектоскопа, плоские пружины, соединяющие корпус блока датчиков с кронштейном, корпус блока датчиков имеет крышку, соединенные посредством крепежных элементов, при этом корпус блока датчиков и крышка корпуса блока датчиков имеют Z-образную форму, устройство содержит рычаг, состоящий из плоской пружины и защитной пластины, скрепленных крепежными элементами и прижимной планкой, крышка и рычаг соединены петлей с осью, благодаря которой имеют возможность двигаться, при этом петля соединена с плоской пружиной посредством крепежных элементов, рычаг с опорой закреплен на кронштейне, при этом опора и кронштейн выполнены из полос, имеющих изогнутую форму, на противоположной стороне кронштейна установлена плоская задняя пружина, выполненная в виде прямоугольной полосы с загнутым концом, которым продета в прямоугольный паз зацепа, выполненного в виде загнутой пластины с прямоугольным пазом и закрепленного на задней части корпуса блока датчиков.
[9]Недостатком данного устройства является отсутствие постоянного и параллельного (без отклонения) направления движения блока датчиков, относительно основания, при изменении геометрических параметров трубопровода, а также при прохождении сужений, отводов, тройников трубопроводов, что также не обеспечивает возможность соблюдения постоянного и минимального зазора между стенкой трубопровода и плоскостью системы датчиков на мелких неровностях стенки трубопровода.
[10]Техническим результатом заявляемой полезной модели является повышение точности обнаружения дефектов в трубопроводе за счет обеспечения плотности прижима и сохранения постоянного минимального зазора между поверхностью трубопровода и плоскостью датчиков.
[11]Указанный технический результат достигается за счет того, что блок датчиков внутритрубного дефектоскопа включает основание, выполненное с возможностью подсоединения к корпусу внутритрубного дефектоскопа, подпружиненные верхний и нижний рычаги, которые с одной своей стороны кинематически соединены с основанием, а с другой своей стороны кинематически соединены с модулем датчиков, при этом в модуле датчиков образована опорная поверхность, на которой размещены плата с датчиками и средства обеспечения постоянного зазора между датчиками и поверхностью контролируемого трубопровода.
[12]Возможны следующие варианты развития основного технического решения, заключающиеся в том, что:
[13]- в качестве средств обеспечения постоянного зазора между датчиками и поверхностью контролируемого трубопровода применены керамические элементы;
[14]- в качестве средств обеспечения постоянного зазора между датчиками и поверхностью контролируемого трубопровода применены шарики и/или диски;
[15]- на верхнем рычаге расположена защитная накладка.
[16]Таким образом, за счет указанной совокупности существенных признаков удалось повысить точность обнаружения дефектов в трубопроводе. Это стало возможным за счет применения подпружиненных рычагов, которые обеспечивают плотность прижима модуля датчиков, и размещения на опорной поверхности модуля датчиков средств обеспечения постоянного зазора между датчиками и поверхностью контролируемого трубопровода, которые позволили добиться сохранения постоянного минимального зазора между поверхностью трубопровода и плоскостью датчиков. На точность измерений влияют любые случайные аномалии и отклонения от постоянного зазора. Поэтому основной задачей системы измерения является на всем протяжении контролируемого участка трубопровода сохранять зазор постоянным и минимальным.
[17]Сущность заявляемой полезной модели поясняется с помощью фигур и нижеследующего описания.
[18]На Фиг. 1 приведен блок датчиков внутритрубного дефектоскопа.
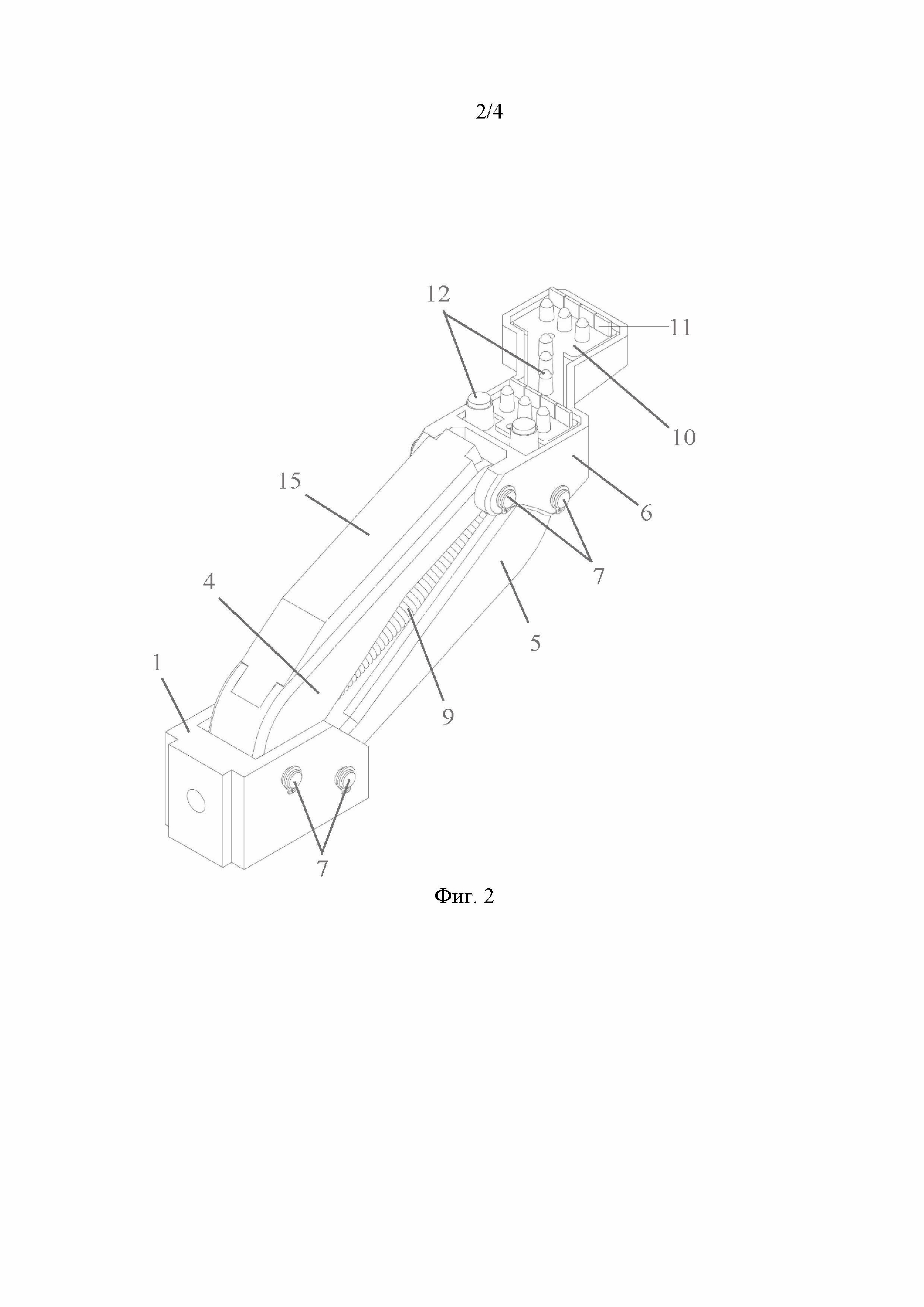
[19]На Фиг. 2 приведен блок датчиков внутритрубного дефектоскопа со снятой защитной накладкой и платой датчиков.
[20]На Фиг. 3 приведен блок датчиков внутритрубного дефектоскопа в рабочем положении (вид сбоку).
[21]На Фиг. 4 приведен блок датчиков внутритрубного дефектоскопа в рабочем положении (вид спереди).
[22]Блок датчиков внутритрубного дефектоскопа (Фиг. 1-4) включает основание 1, выполненное с возможностью подсоединения к корпусу 2 внутритрубного дефектоскопа, например, с помощью винта 3 или другого крепежного элемента.
[23]С основанием 1 с одной своей стороны кинематически соединены подпружиненные верхний рычаг 4 и нижний рычаг 5. А с другой своей стороны рычаги 4, 5 кинематически соединены с модулем 6 датчиков.
[24]Это реализовано так, что на основании 1 и на модуле 6 датчиков устанавливаются верхний рычаг 4 и нижний рычаг 5 с помощью осей 7, которые фиксируются стопорными кольцами 8. То есть образованы шарнирные соединения, поскольку рычаги 4 и 5 имеют возможность вращаться вокруг осей 7 крепления относительно основания 1 и модуля 6 датчиков.
[25]В образовавшееся шарнирное соединение входит пружина 9 растяжения, изготовленная из пружинной стали, которая натягивается диагонально между двумя осями 7, т.е. один конец пружины 9 зафиксирован на оси 7 для крепления нижнего рычага 5 к модулю 6 датчиков, а другой конец пружины 9 зафиксирован на оси 7 для крепления верхнего рычага 4 к основанию 1. Возможен и другой вариант натягивания пружины 9, т.е. по второй диагонали между двумя осями 7. Расположение пружины 9 обусловлено необходимостью получить заданный момент сил, за счёт которого осуществляется прижатие модуля 6 датчиков.
[26]Пружина 9 растяжения представляет собой витую возвратную цилиндрическую пружину.
[27]В модуле 6 датчиков образована опорная поверхность 10, на которой размещены плата 11 с датчиками и средства 12 обеспечения постоянного зазора между датчиками и поверхностью контролируемого трубопровода 13 (Фиг. 2).
[28]Модуль 6 датчиков закрыт защитной накладкой 14, повторяющей форму поверхности датчиков и образованной, например, путем заливки полиуретаном опорной поверхности 10 в сборе с платой 11 датчиков и средствами 12 обеспечения постоянного зазора между датчиками и поверхностью контролируемого трубопровода 13.
[29]Расположение средств 12 обеспечения постоянного зазора на опорной поверхности 10 определяется расположением датчиков на плате 11, а именно, так, чтобы средства 12 не соприкасались с датчиками.
[30]Средства 12 обеспечения постоянного зазора могут быть приклеены на опорную поверхность 10 или установлены в обратную форму перед образованием защитной накладки 14.
[31]В качестве средств 12 обеспечения постоянного зазора между датчиками и поверхностью контролируемого трубопровода 13 могут быть применены элементы, например, шарики и/или диски, и/или пластины, выполненные из керамики, специальных металлических сплавов или специализированных неметаллов. При этом эти элементы также могут быть установлены на подставках, закрепленных на опорной поверхности 10.
[32]Датчики могут быть установлены на плату 11 на одинаковом уровне или по заданной высоте с образованием радиусной формы (Фиг. 4, R – обозначение радиуса поверхности) для обеспечения огибания профиля трубопровода 13 и обеспечения постоянства зазора в поперечном направлении к оси трубопровода 13. Защитная накладка 14 при этом также будет иметь соответствующую форму внешней поверхности.
[33]Опорная поверхность 10 может быть выполнена прямоугольной, Z (S) образной формы для обеспечения перекрытия зон контроля при прохождении дефектов, сужений или отводов трубопровода 13, или любой другой заданной формы.
[34]На верхнем рычаге 4 может быть установлена защитная накладка 15, выполненная, например, из полиуретана, которая предназначена для защиты конструкции при преодолении таких препятствий, как открытые тройники, незакрытые задвижки, врезки и т.д.
[35]Оси 7 могут быть выполнены металлическими.
[36]Основание 1, верхний рычаг 4, нижний рычаг 5, основание модуля 6 датчиков изготовлены из полимерного материала, например, по технологии 3D-печати.
[37]Рычаги 4, 5 также могут быть выполнены из гнутого листового металла, что сможет дополнительно обеспечить высокую прочность и жесткость конструкции, а также устойчивость при преодолении препятствий.
[38]Изготовление элементов устройства из пластика приведет к снижению его инерционной массы и позволит значительно уменьшить инерционность, дребезг, случайные аномалии и потерю прилегания блока датчиков к внутренней стенке трубопровода после преодоления препятствий сварных швов, вмятин, наплывов и т.д., что также дополнительно повысит качество и точность диагностики.
[39]Блок датчиков внутритрубного дефектоскопа работает следующим образом.
[40]Во время запасовки дефектоскопа в трубопровод и при дальнейшем движении, пружина 9 растягивается, создавая усилие прижатия модуля 6 датчиков к внутренней стенке трубопровода 13. Шарнирное соединение рычагов 4 и 5 с основанием 1 и основанием модуля 6 датчиков даёт возможность заявляемому устройству совершать движение вверх или вниз перпендикулярно оси трубопровода 13, например, при изменении геометрических параметров трубопровода 13 (сужения, препятствия), при этом без смещения в радиальном направлении относительно продольной оси трубопровода 13, что позволяет получить точные и качественные данные диагностики.
[41]Помимо обеспечения постоянства зазора между поверхностью трубопровода 13 и датчиками средства 12 обеспечения постоянного зазора служат также и для защиты от абразивного износа, истирания и для повышения срока службы блока датчиков.



{kind=link}
{kind=link}
{kind=link}
{kind=link}