[1]Изобретение относится к гальваностегии, в частности к нанесению медных покрытий на сталь без применения промежуточного подслоя, и может быть применено в машиностроении
и приборостроении для получения зеркальных медных покрытий с минимальным наводороживанием стальной основы.
[2]Известны аммиачные электролиты блестящего меднения [1-3], позволяющие получить
блестящие равномерные малопористые покрытия. Однако эти электролиты не позволяют получать зеркальные покрытия в широком интервале плотностей тока, с минимальной пористостью и с высокой рассеивающей
способностью электролита.
[3]Наиболее близким по техническому решению и составу компонентов является электролит меднения, содержащий медь сернокислую, аммоний сернокислый, натрий
сернокислый, никель сернокислый и водный раствор аммиака [4]. Из указанного электролита осадки получаются мелкокристаллические с блестящей поверхностью (блеск 64-90 отн.ед.), с хорошей адгезией.
Рассеивающая способность электролита составляет 40-65%. Недостатком указанного электролита является то, что осадки получаются достаточно пористые (при Дк=4 а/дм2 количество пор
от 28 до 8 на 1 см2 при толщине покрытия от 1 до 10 мкм от 17 до 5 пор при Дк=6 а/дм2 соответственно). Через такие покрытия водород легко диффундирует в стальную
основу, поэтому пластичность стальных образцов составляет 89-79% при Дк=1-4 а/дм2 и времени от 5,5 до 22 мин.
[4]Задачей изобретения является получение беспористых
медных покрытий с зеркальной поверхностью.
[5]Технический результат заключается в получении качественных гальванических осадков с хорошей адгезией без применения промежуточного подслоя и
без наводороживания стальной основы.
[6]Данный результат достигается тем, что в электролит, включающий сернокислую медь, сернокислый аммоний, сернокислый натрий, сернокислый никель и
водный
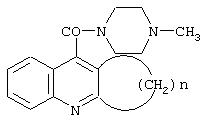
раствор аммиака, дополнительно содержит в качестве ингибитора наводороживания и блескообразователя органическую добавку: N-метилпиперазид-2,3-пентаметиленхинолин-4-карбоновую кислоту (М.М.337),
имеющую структурную формулу
[7]
[8]при следующем соотношении компонентов:
[9]
медь сернокислая, г 75-85
[10]аммоний сернокислый, г 75-85
[11]натрий сернокислый, г 30-40
[12]никель сернокислый, г 10-20
[13]водный раствор аммиака,
[15]N-метилпиперазид-2,3-
[17]-4-карбоновая кислота, моль/л 10-4-5·10-3
[19]N-метилпиперазид-2,3-пентаметиленхинолин-4-карбоновая кислота представляет собой кристаллическое бесцветное соединение, хорошо растворимое в воде, и может
быть
получено в результате реакции [5]
[20]
[21]Для получения электролита блестящего
меднения
были приготовлены три состава компонентов (см. табл. 1).
[22]
[23]Электролит
готовят
следующим образом: растворяют отдельно медь сернокислую, сернокислый аммоний, сернокислый натрий, сернокислый никель в дистиллированной воде при температуре 50-60°С. Затем в раствор
сернокислой меди
вводят растворы сернокислые никеля, натрия, аммония. Для удаления примесей электролит прорабатывают в течение 4 ч при плотности тока 1 А/дм, отфильтровывают и добавляют органическую
добавку. Все
реактивы марки “х.ч.” и “ч.д.а.”.
[24]Электроосаждение меди проводят при температуре 18-25°С и плотности тока 2-10 A/дм2, pH 9,5-10.
[25]Наводороживание
стали
определяли по изменению пластичности пружинной проволоки из углеродистой стали У8А диаметром 0,8 мм, длиной 110 мм, измеряемой числом оборотов до разрушения при скручивании на машине К-5
(растягивающая нагрузка 1,2 кг). Образцы перед нанесением покрытия полировались тонкой микронной шкуркой, обезжиривались венской известью и промывались дистиллированной водой.
[26]
Пластичность стальных образцов (N) определяли по формуле N=(α/α0)·100%, где α и α0 - число оборотов проволочных образцов
до разрушения
соответственно покрытого и не покрытого слоем меди.
[27]Электроосаждение меди проводили на пластинках 20×50×2 мм из стали 3, одна сторона которой
изолировалась клеем БФ-2.
[28]Внешний вид покрытий описывался с помощью микроскопа. Пористость медных покрытий определяли по ГОСТу 9.302-79.
[29]Блеск медных покрытий измеряли на
блескометре ФБ-2 (с
фотоэлементом) по отношению к увиолевому стеклу, блеск которого составляет 65 отн. ед. Область значений 10-50 соответствует полублестящей, 50-90 - блестящей и 90-100 - зеркальной
поверхности.
[30]Твердость медных осадков определяли методом статического вдавливания алмазной пирамиды на приборе ПМТ-3 под нагрузкой 20 г.
[31]Потенциал катода измеряли на
потенциометре Р-375
относительно хлорсеребряного электрода с пересчетом на стандартную водородную шкалу.
[32]Рассеивающую способность электролита определяли методом Херинга-Блюма.
[33]Адгезию
определяли методом нанесения царапин и методом изгиба проволочных образцов на 180°. Адгезия считалась хорошей, если отслаивания не происходило.
[34]Испытания покрытий на
коррозионную
устойчивость проводили в камере солевого тумана. Раствор, содержащий 30 г/л хлористого натрия, распыляли через каждые 15 мин в течение 4 ч, продолжительностью распыления 3 мин.
Результаты определяли
по шкале [6].
[35]Результаты экспериментального анализа приведены в табл. 2 и 3.
[36]Высокий ингибирующий и блескообразующий эффект добавки дихлоргидрата
дипиперидиноизопропилтретбутилового эфира обусловлен наличием в ее составе адсорбционных центров - атомов N и О, посредством которых осуществляется хемосорбционная связь добавки с поверхностью
металла
катода, наличием хинолинивого и пиперазинового колец и высокой молекулярной массой (337), способствующей покрытию большей части поверхности.
[37]Пример 1. Электроосаждение меди из
электролита прототипа состава I (табл.1) сопровождается высокой катодной поляризацией (γ=-0,61-1,251 В).
[38]Осадки мелкокристаллические, гладкие, плотные, равномерные,
блестящие
(блеск 90-64 отн.ед.), хорошо сцепленные с основой. При этом осадки достаточно пористы (число пор от 28 до 5 на 1 кв.см) и не препятствуют диффузии водорода в стальную основу. Пластичность
стальных
образцов падает вследствие наводороживания на 14,3-26,5% (таблица 3, №4). Твердость составляет 112-125 кгс/мм2, выход по току 65-72%, рассеивающая способность электролита - 40,
5-65,3%. На
поверхности покрытия заметны продукты коррозии в виде точек или пятен более чем на 40% поверхности - степень коррозионного поражения соответствует IV.
[39]Пример 2.
Электроосаждение меди
проводили из состава II (табл.1) при С=10-4 моль/л добавки и Дк=2-10 А/дм2. Потенциал катода изменяется от -0,83 до -1,67 В. Осадки получаются
хорошего качества:
мелкокристаллические, гладкие, плотные, хорошо сцепленные с основой, зеркальные (блеск 100 отн.ед.), практически беспористые (при толщине 7 мкм и более количество пор составляет 0,
8-0 на 1 см2). Пластичность достаточно высока 92,3-98% (табл. 3, №4). Твердость гальванического покрытия составляет 215-227 кгс/мм2.
[40]Пример 3. Электроосаждение
меди проводили из
состава I табл. 1. При увеличении концентрации добавки до С=5·10-3 моль/л ингибирующее и блескообразующее действие увеличивается еще больше. Потенциал катода
сильно смещается в
область отрицательных значений от -0,89 до -1,81 В, что обеспечивает получение качественных гальванических осадков в широком интервале плотностей тока (2-10 А/дм2),
зеркальных (блеск 100
отн.ед.), равномерных, хорошо сцепленных с основой, практически беспористых (при толщине свыше 7 мкм поры отсутствуют). Наводороживание минимально. Пластичность 99-95,9% при
Дк=2-10А/дм2. Твердость осадков 226-242 кгс/мм2, выход по току 78-83%. На поверхности образца обнаружено слабое потемнение поверхности - стадия коррозийного поражения
соответствует I.
[41]Таким образом, приведенные примеры наглядно иллюстрируют, что введение в аммиачный электролит органической добавки при концентрации 10-4-5·10-3 моль/л
обеспечивает получение качественных гальванических осадков, хорошо сцепленных с основой, с минимальным наводороживанием стальной основы, с зеркальной поверхностью (блеск 100 отн.ед.),
при этом
полученный электролит обладает высокой рассеивающей способностью (РС=60-78%).
[42]
[43]
[45]1. А.С. СССР, 937537, 1982, БИ №23.
[46]2.
А.С. СССР, 1010161, 1983, БИ №13.
[47]3. А.С. СССР, 1101478, 1984, БИ №25.
[48]4. А.С. СССР, 986969, 1983, БИ №1.
[49]5. А.С. СССР, 1274350, 1983.
[50]6.
А.С. СССР, 1233540, 1984.