[2]Полезная модель относится к области холодной обработки металлов давлением и может быть использована для изготовления вырубкой, вытяжкой, обрезкой, просечкой и нанесением линий ослабленного сечения полых изделий, например, колпачков, крышек и других конструктивно подобных им деталей из тонколистовых материалов, повышенной точности размеров и взаимного расположения поверхностей.
[3]Известен штамп совмещенного действия для изготовления полых деталей из листовых заготовок, содержащий подвижную плиту, несущую полую пуансон-матрицу и выталкиватель, а также неподвижную плиту, на которой установлены вырубная матрица, полый прижим и пуансон (см. Мешерин В.Т. Листовая штамповка. Атлас схем.- М.: Машиностроение, 1975, с. 42, рис. 69).
[4]Недостатком этого штампа является ограниченные технологические возможности. Это обусловлено тем, что штамп позволяет выполнить только две операции: вырубку заготовки и вытяжку полой детали.
[5]Известен также комбинированный штамп для вырубки, вытяжки и пробивки полых деталей, содержащий телескопически размещенные в его подвижной верхней части вырубную пуансон-матрицу, закрепленную в пуансонодержателе, и пробивной пуансон, а также установленные соосно им в нижней неподвижной части вырубную матрицу, прижим, вытяжной пуансон с осевым отверстием (см. Кайзер Э. Вырубные гибочные и вытяжные штампы. - М.-Л., 1961, с. 278, фиг. 238).
[6]Однако с помощью известного штампа невозможно за один рабочий ход осуществить одновременно операции вырубки, вытяжки и обрезки . Это снижает технологические возможности устройства.
[10]тяжки и пробивки полых деталей, содержащий телескопически размещенные в его подвижной верхней части вырубную пуансон-матрицу, закрепленную в пуансонодержателе, и пробивной пуансон, а также установленные соосно им в нижней неподвижной части вырубную матрицу, прижим, вытяжной пуансон с осевым отверстием. С целью увеличения глубины вытяжки и одновременного осуществления всех операций за один рабочий ход комбинированный штамп снабжен дополнительной вытяжной матрицей, расположенной на нерабочем участке внутренней поверхности вырубной пуансон-матрицы, дополнительным прижимом, установленным в верхней части концентрично пробивному пуансону внутри дополнительной матрицы, и дополнительной пуансон-матрицей, размещенной в полости указанного пуансона. При этом последний установлен с возможностью осевого перемещения под действием дополнительной матрицы, пуансон и прижим снабжены механизмами регулировки усилия вытяжки, а пробивной пуансон жестко закреплен в пуансонодержателе (см. авт. свид. СССР JV 963620, МПК В 2ID 37/08, опубл. 07.10.1982г. ,бюл.№ 27).
[11]Недостатком известного щтампа является невозможность за один рабочий ход осуществить одновременно операции вырубки, вытяжки, обрезки , просечки и нанесения линий ослабленного сечения, что также снижает технологические возможности установки. Кроме того, известный комбинированный штамп не переналаживаем на другие детали.
[12]Задачей, на решение которой направлена предлагаемая полезная модель, является повышение технологических возможностей за счет осуществления операций вырубки, вытяжки, обрезки, просечки и нанесения линий ослабленного сечения за один рабочий ход и получение возможности переналадки на другие детали.
[13]Поставленная задача достигается тем, что в известный штамп, содержащий размещенные в его подвижной верхней части вырубную пуансон-матрицу , закрепленную в верхнем пуансонодержателе, пробивной пуансон и регулировочное кольцо, а также установленные соосно им в
[14]нижней неподвижной части нижнюю полую пуансон-матрицу, нижний пуансонодержатель, согласно полезной модели, дополнительно введен узел нанесения линий ослабленного сечения, содержащий корпус с крышкой, боек, втулку и установочное кольцо, вырубная пуансонматрица выполнена цельной, а нижняя пуансон-матрица снабжена знаком просечки и формообразующим кольцом, размещенных на ее торцевой верхней части, и жестко закреплена на нижней плите, на пробивном пуансоне выполнен шпоночный паз, при этом знак просечки выполнен с возможностью фиксации формообразующего кольца на нижней пуансонматрице , нижний пуансонодержатель выполнен в виде плиты, на которой дополнительно закреплены направляющие опоры, а регулировочное и установочное кольца выполнены из эластичного материала.
[15]Введение узла нанесения линий ослабленного сечения позволяет осуществить выполнение операции нанесения линий ослабленного сечения . При этом за счет переналадки этого узла достигается возможность получения различных линий ослабленного сечения.
[16]Выполнение вырубной пуансон-матрицы цельной позволяет повысить точность размеров изготавливаемой детали за счет качественной обрезки фланца и снизить трудоемкость при изготовлении детали.
[17]Введение знака просечки, установленного на нижнюю пуансонматрицу , дает возможность осуществить за счет переналадки различные виды просечки изделия.
[18]Обеспечение штампа формообразующим кольцом позволяет менять форму изделия, тем самым расширяя ассортимент изготавливаемой продукции . Причем при ремонте и переналадки штампа заменяется только формообразующее кольцо, а не вся нижняя пуансон-матрица.
[19]Выполнение регулировочного и установочного колец из эластичного материала предохраняет вырубной пуансон от скола (поломки) и позволяет регулировать высоту (глубину) просечки.
[20]Наличие на пробивном пуансоне шпоночного паза позволяет точно зафиксировать пробивной пуансон относительно знака просечки, формообразующего кольца и узла линий ослабленного сечения, а таьсже упростить демонтаж элементов штамна.
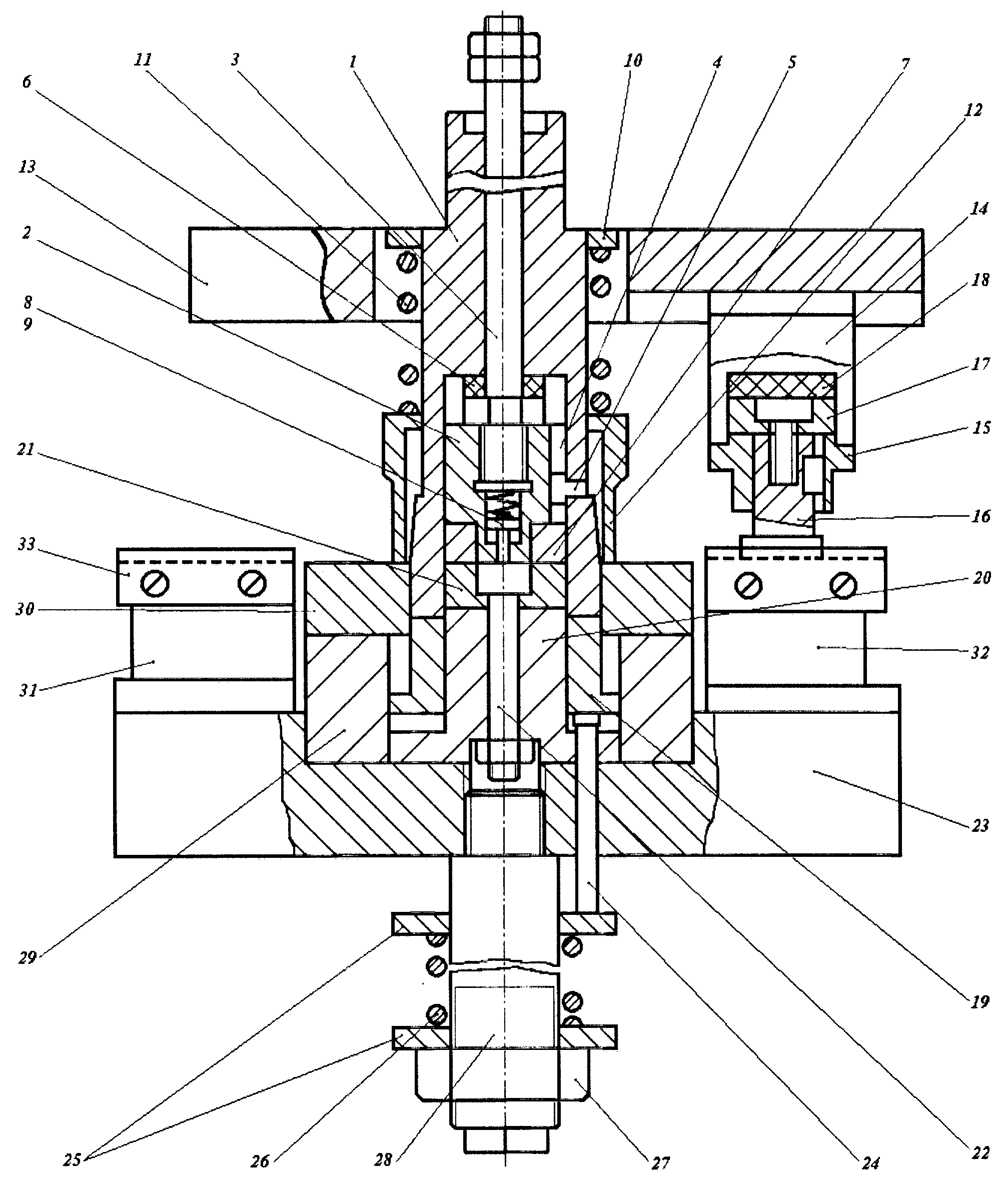
[21]Полезная модель иллюстрируется чертежом, на котором изображен предлагаемый комбинированный штамп, продольный разрез.
[22]Комбинированный штамп содержит размещенную в его подвижной верхней части и закрепленную в пуансонодержателе (не показан) вырубную пуансон-матрицу 1, наружная поверхность которой предназначена для вырубки, торец - для прижима, а внутренняя поверхность - для вытяжки и отсекания лишнего металла (фланца детали). В вырубной пуансон-матрице 1 находятся пробивной пуансон 2, жестко закрепленный на штоке 3, предназначенный и для просечки лепестка на изготавливаемой детали. Шпоночный паз 4 и шпонка 5 предназначены для строго определенного положения торца пробивного пуансона 2. А для обеспечения требуемой глубины просечки и предотвращения скола (поломки) торца пробивного пуансона 2 на штоке 3 в полости вырубной пуансон-матрицы 1 установлено регулировочное кольцо 6 из полиуретана.
[23]На пробивной пуансон 2 напрессовано кольцо 7, служащее для просечки лепестка и прижима изготавливаемой детали. Внутри же пробивного пуансона 2 находятся выталкиватель 8 с пружиной 9. На внешней стороне вырубной пуансона-матрицы 1 запрессована шайба 10, в которую упирается пружина 11, прижимающая кольцо 12.
[24]На верхней плите 13 закреплен корпус 14 с крышкой 15, в которых находится боек 16, предназначенный для нанесения линий ослабленного сечения и регулирующий конфигурацию последних через втулку 17 установочным кольцом 18, выполненным из эластичного материала.
[25]На нижней части штампа имеются выполненный в виде кольца прижим 19, установленный с возможностью осевого перемещения под действием вырубной пуансон-матрицы 1, нижняя пуансон-матрица 20 с формообразующим кольцом 21 и знаком просечки 22.
[26]Прижим 19, предназначенный для фиксации заготовки при вырубке и вытяжке, крепится в нижней части щтампа на нижней плите 23 и с )/f J
[27]МОЩЬЮ трех шпилек 24 и двух колец 25 снабжен механизмом регулировки усилия вытяжки в виде пружины 26 и гайки 27, закрепленной на штоке 28, жестко соединенным с нижней плитой 23.
[28]Нижняя пуансон-матрица 20, центрируемая в нижней части штампа на нижней плите 23 и предназначенная для отсекания лишнего металла (фланца изделия) при вытяжке, имеет знак просечки 22 для просечки лепестка и служит одновременно креплением для формообразующего кольца 21, по форме которого и изготавливается деталь (изделие). Также на нижней плите 23 крепится через фланец 29 вырубная матрица 30 и две направляющие опоры 31, 32, одна из которых 32 одновременно служит опорой при нанесении линий ослабленного сечения. Каждая из опор 31, 32 имеет по две ограничительные планки 33, фиксирующих ленту в горизонтальном положении.
[29]Штамп работает следующим образом.
[30]Верхняя часть штампа, опускаясь, прижимает ленту сначала кольцом 12 к вырубной матрице 30. Далее вырубная пуансон-матрица 1 торцом прижимает ленту обрабатываемого материала к прижиму 19 и наружной поверхностью с помощью вырубной матрицы 30 вырубает заготовку , с помощью зажатия сохраняя центровку заготовки по отношению к вырубной пуансон-матрицы 1 и прижимая заготовку к торцам формообразующего кольца 21 и знака просечки 22. С этого момента центральная часть заготовки остается неподвижной и зажатой, сохраняя высокую степень центровки для последующих операций. Вырубная пуансон-матрица 1 сцентрирована вырубной матрицей 30 и по мере опускания вырубная пуансон-матрица 1 внутренней поверхностью оттягивает материал вокруг формообразующего кольца 21, осуществляя его вытяжку.
[31]Усилие зажатия фланца заготовки по мере вытягивания увеличивается для предотвращения гофрообразования с помощью отдельной автономной системы: прижима 19, шпилек 24, колец 25, пружины 26, гайки 27 и штока 28.
[32]Опускаясь, вырубная пуансон-матрица 1, за счет минимального зазора между нижней пуансон-матрицей 20, обрезает фланец заготовки. В самой нижней точке пробивной пуансон 2, закрепленный на штоке 3, доходит до торца полости вырубной пуансон-матрицы 1 и, взаимодействуя со знаком просечки 22, фиксируясь кольцом 6, просекает лепесток на дне колпачка. В это время боек 16, установленный в корпусе 14 с крышкой 15, закрепленных на верхней плите 13, с помош,ью эластичного установочного кольца 18, выполненного из полиуретана, наносит с помощью направляющей опоры 32 линии ослабленного сечения. При подъеме верхней части штампа пробивной пуансон 2 с кольцом 7 выталкивает готовую деталь из вырубной пуансон-матрицы 1, а выталкиватель 8 за счет пружины 9 отделяет прилипший из-за смазки колпачок от кольца 7. Обрезанный фланец выталкивается с помощью вышеупомянутой системы: прижима (кольца) 19, шпилек 24, колец 25, пружины 26, гайки 27 и штока 28. Колпачок и обрезанный фланец сдуваются сжатым воздухом в желоб, где они разделяются, а деталь (колпачок) поступает в накопитель. Штамп может работать как в автоматическом, так и в ручном режимах.
[33]Предлагаемый комбинированный штамп внедрен в ЗАО Саратовский завод медицинской упаковки МЕДУПАК, обеспечивая повышение технологических возможностей за счет осуществления операций вырубки , вытяжки, обрезки, просечки и нанесения линий ослабленного сечения за один рабочий ход и получение возможности переналадки на другие детали .