[1] DOPED POLYMER COATING FOR STEEL SUBSTRATES
[2]The present invention relates to a coated steel substrate and to a method for manufacturing the same.
[3] Polymer coatings are typically applied on metal substrates to tailor the surface properties of the metal substrate. For instance, metal substrates that readily corrode in the presence of water, may be protected from corrosion by applying a polymer coating on the surface of the metal substrate. Here, the polymer coating acts a physical barrier to corrosive electrolytes thereby preventing them from contacting the metal substrate surface.
[4] In order to increase the corrosion protective properties of a polymer coating, thicker coatings may be applied onto the metal substrate, which has the effect of increasing the distance corrosive electrolytes have to travel in order to reach the metal surface. However, when the thickness of a polymer coating is greater than 30 μητι, it is often necessary to provide a pre-treatment layer on the metallic surface prior to applying the polymer coating. Similarly, when the thickness of a polymer coating is greater than 60 pm, the provision of a pre- treatment layer and a primer layer is often required to ensure sufficient adhesion between the polymer coating and the metal substrate. While such systems provide very good barrier properties, they are inherently inflexible and therefore it is difficult to bend, form or shape the coated metal substrate without the polymer coating cracking. Thus, it is often not possible to use coated substrates comprising thicker polymer coatings in applications where flexibility is important. While plasticisers may be added to the polymer coating to increase flexibility, this has the disadvantage of reducing the barrier properties and therefore the corrosion protective properties of polymer coatings.
[5] It is an object of the present invention to provide a flexible polymer coating that exhibits good corrosion protection properties at reduced coating thicknesses.
[6] It is another object of the present invention to provide a flexible polymer coating that exhibits good adhesion to metal substrates.
[7] It is a further object of the present invention to provide a coated metal substrate that does not require the use of a pre-treatment layer and/or a primer layer to ensure good adhesion between a polymer coating and a metal substrate.
[8] It is yet a further object of the present invention to provide a coated metal substrate that can be bent, shaped or formed without using additional lubricant.
[9]One or more of the above objects are satisfied by the present invention, which according to a first aspect defines a steel or coated steel substrate
comprising a corrosion protective coating on the surface thereof, wherein the corrosion protective coating comprises a water soluble synthetic polymer and a carbohydrate.
[10] The inventors found that the corrosion protective coating comprising the water soluble synthetic polymer and the carbohydrate exhibited improved corrosion protective properties relative to coatings that comprised the water soluble synthetic polymer alone, i.e. without carbohydrate. Further, the corrosion protective coatings exhibited good flexibility and additional lubricant was not required when forming the coated steel substrates of the present invention. The corrosion protective coating exhibits good adhesion to cold rolled steel (CRS), galvanised steel (GI) or Al-Zn coated steel e.g. galvannealed steel.
[11] In a preferred embodiment the water soluble synthetic polymer comprises a polyimide, a polyetherimide or a polyamideimide. The advantage of using a water soluble synthetic polymer is that it avoids having to functionalise the carbohydrate prior to mixing the carbohydrate and the synthetic polymer and applying this mixture on the steel or coated steel substrate. Polyimide, polyetherimide and polyamideimide polymers also exhibit very good barrier properties and therefore corrosive electrolytes are prevented from coming into contact with the underlying steel or coated steel substrate. Corrosion protective coatings that comprise polyimides, polyetherimides or a polyamideimides also exhibit self-lubricating properties and therefore steel or coated steel substrates comprising such coatings can be formed without having to provide additional lubricant during the forming step. Synthetic polymers that are not inherently water soluble may also be used in accordance with the present invention, providing they are made water soluble prior to forming the synthetic polymer/carbohydrate mixture.
[12] The corrosion protective coating preferably comprises a polymer solids content of 7-15 %wt. Since the corrosion protective coating may be applied on the steel or coated steel substrate by a coil coating process e.g. roll-coating, it is desirable to control the rheological properties of the coating to be applied. It was found that good rheological and corrosion protective properties could be obtained when the corrosion protective coating comprised a polymer solids content of 7-15 wt% of a water soluble synthetic polymer, e.g. polyimide, polyetherimide or polyamideimide. When a solids content below 7 wt% was used, the viscosity was too low for use in standard roll-coating lines. On the other hand, a solids content above 15 wt% may result in the coating having a reduced surface quality due to the formation of ripples in the wet coating caused by an increase in viscosity.
[13] In a preferred embodiment the carbohydrate comprises a non-reducing sugar. Sucrose and trehalose are both examples of non-reducing sugars that can
be used in accordance with the present invention. The use of non-reducing sugars is particularly preferred since they exhibit good stability in water and water based synthetic polymer solutions comprising polyimides, polyetherimides or polyamides that have an alkaline pH because non-reducing sugars such as sucrose, a disaccharide composed of the monosaccharides glucose and fructose, only dissociates in acidic conditions (pH<4). Non-reducing sugars also exhibit good miscibility with water soluble synthetic polymers such as polyimides, polyetherimides and polyamides. In contrast, a reduction in miscibility is observed when non-reducing sugars are mixed with polymers that are not water soluble e.g. polyurethanes, which can result in the formation of brittle coatings having a foamlike structure.
[14] During the polymerisation reaction that occurs when curing the applied corrosion protective coating, water soluble polymers comprising non-reducing sugar moieties along the polymer backbone are obtained. Since the non-reducing sugar moieties contain one or more free hydroxyl groups that are capable of forming strong bonds with metals from the steel or coated steel substrate, adhesion between the water soluble polymer and the steel or coated steel substrate is increased. The inventors also found that more compact corrosion protective coatings are obtained when the corrosion protective coating contains the water soluble polymer and the non-reducing sugar. It is understood that the non- reducing sugar pendant groups contribute to reducing the occurrence of pin-holes in the cured corrosion protective coating. By increasing the adhesion strength and reducing the occurrence of surface defects such as pinholes in the corrosion protective coating, improvements in the corrosion protective properties of the corrosion protective coating were obtained.
[15] In a preferred embodiment the carbohydrate comprises a modified monosaccharide, a modified disaccharide or mixtures thereof. Suitable modified monosaccharides comprise glucose, fructose and galactose, whereas suitable modified disaccharides comprise maltose and lactose.
[16] Corrosion protective coatings of the invention also afford the steel or coated steel substrate active corrosion protection, i.e. in addition to barrier protection. For instance, when the corrosion protective coating is scratched, the non-reducing sugar, e.g. sucrose, is exposed to water from the environment that induces leaching of the non-reducing sugar into the scratched region of the corrosion protective coating. Here, hydroxyl groups of the non-reducing sugar react with metal ion corrosion products (Zn2+ in case of GI, Fe2+ or Fe3+ and Zn2+ in case of GA and Fe2+ or Fe3+ in case of CRS) that are generated during the corrosion process to form an insoluble precipitate in the scratched region. This precipitate
acts as a protective barrier that prevents corrosive electrolytes from coming into contact with the steel or coated steel substrate.
[17] In a preferred embodiment the corrosion protective coating comprises 5-35 wt% of the non-reducing sugar, preferably 15-25 wt%. The inventors found that only negligible improvements in corrosion protection could be obtained when the content of the non-reducing sugar in the corrosion protective coating (dry film) was less than 2 wt%. On the other hand, when the non-reducing sugar content was above 45 wt%, phase separation between the non-reducing sugar and the water soluble synthetic polymer was observed. For those reasons, a non-reducing sugar content of 5-35% is preferred. The inventors found that when the corrosion protective coating contained 15-25 wt% of the non-reducing sugar that good corrosion performance, surface quality (transparent and smooth), flexibility and adhesion properties could be obtained.
[18] In a preferred embodiment the carbohydrate comprises fructose. Fructose is a monosaccharide and unlike the non-reducing sugar e.g. sucrose, fructose moieties are not obtained along the polymeric backbone of the water soluble synthetic polymer after curing. Nevertheless, fructose can still be used as a corrosion inhibitor to good effect when provided in a water based polymer solution, having the additional advantage that it is environmentally acceptable. Corrosion protective coatings comprising the water soluble synthetic polymer, the non- reducing sugar and fructose are preferred.
[19] In a preferred embodiment the corrosion protective coating comprises an alkali metal salt, preferably an alkali metal gluconate salt, which acts as an anodic inhibitor. The inventors found that the corrosion protective properties of the corrosion protective coating could be improved by providing an alkali metal salt such as sodium gluconate or calcium gluconate. This has been attributed to the competitive adsorption effect that occurs between the gluconate anions and corrosive electrolytes (CI ) at the steel or coated steel surface, which suppresses the corrosive action of these electrolytes. In addition, gluconate anions readily interact with corrosion products (Zn2+ and Fe2+ ions) resulting from the corrosion process to form a barrier precipitate at the steel or coated steel surface.
[20] In a preferred embodiment of the invention, the corrosion protective coating comprises 2 wt% or less of the alkali metal salt. The alkali metal salt content should be limited to 2 wt%, otherwise this results could result in agglomeration and solubility issues when the alkali metal salt is blended with the water soluble synthetic polymer.
[21] In a preferred embodiment the corrosion protective coating comprises a metallurgical slag, preferably a metallurgical slag obtained from a blast oxygen
furnace, a blast furnace or an electric arc furnace. An improvement in corrosion protective properties (relative to a coating that comprised the water soluble synthetic polymer alone) was observed when the corrosion protective coating additionally comprised the metallurgical slag. This has been attributed to the metallurgical slag comprising metal ions that are suitable for inhibiting the corrosion of the steel or coated steel substrate, namely Mg, Ca, Si and Al. It is understood that these metal ions react with hydroxyl groups generated during the corrosion process, i.e. from the reduction of water, or with other metal ions to form insoluble precipitates that inhibit the corrosion process. The presence of a non- reducing sugar in the corrosion protective coating complements this protection process. The combination of sucrose and a BOF slag is particularly preferred. The metal ions of the metallurgical slag are comprised in mineral phases and therefore the limiting step in terms of forming the insoluble precipitate is the speed at which the metal ions can detach from the main mineral phase of the slag. For example Ca(OH)2 is slightly soluble in water while Ca2Fe205 is more soluble. Ca2Fe205 will react with water (also due to an increase in pH) forming Fe(OH)2 and Ca2+. This calcium ion can recombine with hydroxyl groups to form Ca(OH)2 which will precipitate. The Ca(OH)2 resulting from the reaction of Ca2Fe205 with water will reach the affected area faster but the amount may not be sufficient to form a protective barrier. In contrast the Ca(OH)2 existing in the slag may take longer to reach the affected area but will be present in sufficient quantities to participate in the formation of a barrier layer. By decreasing the slag particle size to < 1 pm, it is expected that some mineral phases will already be separated and therefore the rate at which the insoluble precipitate is formed is increased.
[22] In a preferred embodiment the corrosion protective coating comprises 1-7 wt% of metallurgical slag, preferably 1-5 wt%. The inventors found that if the metallurgical slag content is greater than 7 wt% then the composition is difficult to process due to solubility issues and the cured coating is brittle once formed. By using 1-5 wt% of the metallurgical slag a more flexible coating is obtained that is suitable for subsequent forming operations in the manufacture of coated steel products.
[23] In a preferred embodiment the corrosion protective coating comprises a cerium salt, preferably cerium nitrate. Improvements in corrosion protection were observed when the corrosion protective coating comprised cerium salts such as cerium (III) nitrate. Cerium (III) nitrate has an acceptable solubility in water and acts as a cathodic inhibitor. At higher pH (>7) cerium (III) nitrate reacts with hydroxyl ions to form Ce(OH)3 (cerium hydroxide), some of which will precipitate to form an insoluble protective barrier. The remaining Ce(OH)3 will further react with
water to form an insoluble compound (Ce02). The combination of the Ce(OH)3 and Ce02 insoluble compounds helps to protect the steel or coated steel substrate from coming into contact with corrosive electrolytes. When a non-reducing sugar such as sucrose is present in the coating, several insoluble compounds form a protective barrier layer with increased corrosion protection. Cerium salt corrosion inhibitors are particularly effective when the protection of zinc or zinc alloy coated steel substrates is desired.
[24] In a preferred embodiment the corrosion protective coating comprises 1.0 wt% or less of the cerium salt otherwise agglomeration and solubility issues could arise when blending the cerium salt and water soluble synthetic polymer together prior to applying this solution onto the steel or coated steel substrate.
[25] In a preferred embodiment the dry film thickness of the corrosion protective coating is between 1 and 30 μηι, preferably between 3 and 10 μητι, more preferably between 4 and 8 pm. The average surface roughness of a cold rolled steel strip is approximately 2 pm and therefore any coating with a thickness equal to or lower than the average roughness of the CRS strip will have a low surface quality, possess uncoated areas and exhibit a reduction in corrosion protective properties. However, when a steel substrate is provided with a metallic coating e.g. GI or GA, the surface roughness of the galvanised or galvannealed coating can be 1 pm or lower and therefore the corrosion protective coating may be applied at a thickness between 1 and 30 pm without negatively affecting the surface properties of the applied coating. It is preferred to provide a corrosion protective coating having a thickness between 3 and 10 pm since such coatings exhibit good adhesion and corrosion protective properties and can be shaped or formed without the use of additional lubrication. However, during extreme deformation of the steel or coated steel substrate, minor cracks may form when the thickness of the corrosion protective coating is between 10 and 30 pm. It is therefore preferred that the corrosion protective coating has a thickness between 4 and 8 pm.
[26] According to a second aspect of the invention a method is provided for manufacturing the steel or coated steel substrate according to the first aspect of the invention. The method comprises the steps of providing a steel or coated steel substrate, preparing a water-based coating solution that comprises a water soluble synthetic polymer and a carbohydrate, applying the water-based coating solution onto the steel or coated steel substrate and curing the applied coating solution at a pre-determined temperature to form a corrosion protective coating.
[27] Preferably the pre-determined curing temperature is between 220 and 270°C. The inventors found that good corrosion protective properties could be obtained by using a curing temperature within the aforementioned range. While the
selected temperature range is largely dependent on the water soluble synthetic polymer, it is also understood that the temperature employed could affect the structure of the carbohydrate and consequently the corrosion protective properties of the corrosion protective coating. The above curing temperature range is particularly suitable for curing polyimide, polyetherimide and polyamideimide polymer solutions that comprise carbohydrates such as sucrose. At pH 4 or below sucrose dissociates into glucose and fructose, which has the disadvantage that glucose interferes with the cross-linking reaction that takes place when curing the applied water-based coating solution. Thus, it is preferred that the pH of the water-based coating solution is above pH 4. Water-based coating solutions that comprises polyimides, polyetherimides or polyamideimides have an alkaline pH and are therefore preferred when the carbohydrate comprises sucrose.
[28] The invention will be now be elucidated by referring to the non-limitative examples below.
[29] In a first example a water based polyamide-imide (PAI) solution having a solids content of 7.5 wt% was stirred at 300 revolutions per minute (rpm) for 10 minutes using a magnetic stirrer. 25 wt% of powdered sucrose (100% sucrose) was added to the water based PAI solution and this solution was stirred for a further 20 minutes. This water based PAI/sucrose solution was then applied onto a galvannealed steel substrate using a wire bar coater. The wet film thickness of the applied coating was approximately 80 microns. The applied coating was then cured at 265°C for 8 minutes using a MATHIS Laboratory Curing Oven to obtain a coating having a dry film thickness of 6.4 microns.
[30] A series of experiments were performed in order to determine the adhesive and corrosion protective properties of the PAI/sucrose coated substrates that were prepared in accordance with the above method.
[32] A cross-hatch was made on the surface of the coated sample (8cm X 8cm) using an Erichsen multi-cross cutter (6 lines with a 2mm separation between each line). The lattice pattern was obtained by first making seven parallel cuts with the cutting tool and another seven cuts overlapping the original cuts at a 90° angle. In this way, a cross-cut area of 36 squares was obtained. Subsequently, an Erichsen cup deformation test was performed on the sample, on the area where the cross- hatch was made. The cup's height was 6mm. After deformation, an adhesive tape (Tesa 4122 with a width of 19 mm and an adhesion strength against glass of 5 ± 1 N at 400 mm/min tensile rate) was applied onto the lattice pattern and then
removed in order to verify the adherence of the coating to the galvannealed substrate.
[33] The amount of coating that was removed during this process was evaluated according to the ISO standard 2409 and ASTM 3359. The results obtained are shown in Table 1. The deformed Crosshatch samples were also exposed to a water- based solution (pH6) containing 5wt% NaCI during a period of 15 days. The results obtained are also summarized in Table 1.
[34] The GA substrate of (comparative) example A was provided with a PAI coating. The GA substrate of example B was provided with a PAI /sucrose coating that comprised 15 wt% of sucrose, whereas the GA substrate of example C was provided with a PAI/sucrose coating that comprised 25 wt% of sucrose.
[36] Accelerated corrosion test
Accelerated corrosion test
[37] Accelerated corrosion tests were performed using a neutral salt spray test (SST) according to the ASTM standard B117 (5wt% NaCI, pH6, and T=35°C). For determining the development of corrosion when there is a defect or scratch in the polymer coating, two scribed lines were made through the coating with a sharp instrument for exposing the underlying GA substrate before testing. The cut edges and the back side of the coated substrate were protected with multi-purpose duct tape (3M™ T3900). The SST results obtained after 500 hours are shown in Table 2.
[39] % area affected by blisters or
[40]Average damage at scribe
[41] Example delamination, scribe area
[46] C 4.7 1
Cyclic corrosion test
[47] Cyclic corrosion tests were carried out according to Renault ECCl test cycles. The ECCl test comprises subjecting a sample to be tested to a series of wet and dry stages in which the humidity and temperature are varied. Here, examples A-C were scribed in the same way as in the accelerated corrosion test described above. The test regime is described in Table 3.
[49]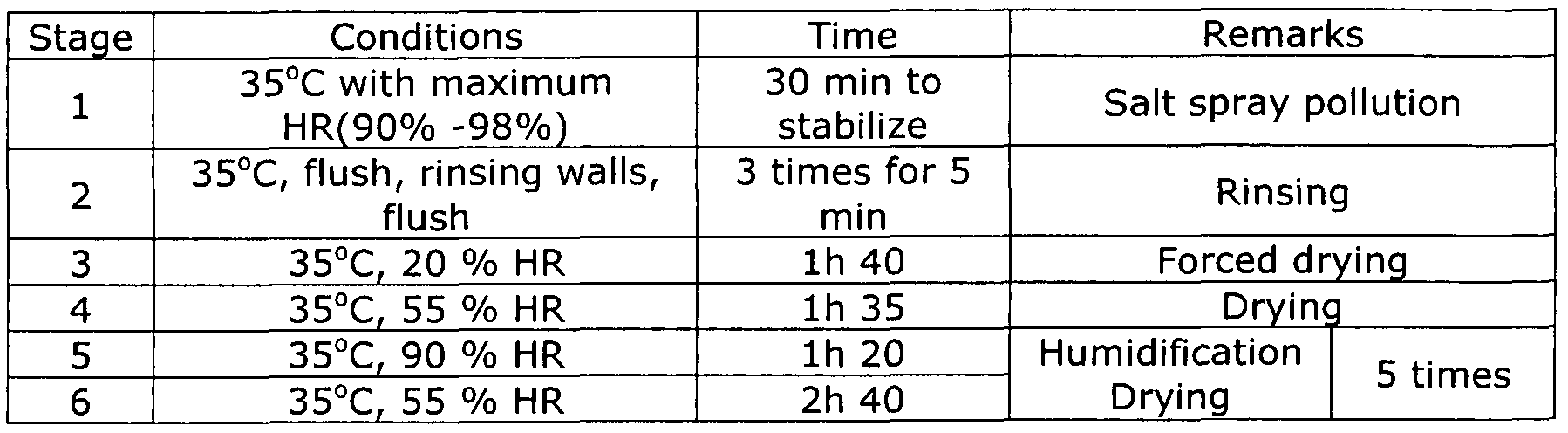 The test was performed in a WEISS type SC/KKT-1000 cabinet. The cabinet uses a solution of l%NaCI at pH 4 (acidified with H2S04) and a conductivity of <5 μ≤ (micro-Siemens). The results obtained after 10 weeks of the ECCl test are given in Table 4.
The test was performed in a WEISS type SC/KKT-1000 cabinet. The cabinet uses a solution of l%NaCI at pH 4 (acidified with H2S04) and a conductivity of <5 μ≤ (micro-Siemens). The results obtained after 10 weeks of the ECCl test are given in Table 4.
[51]
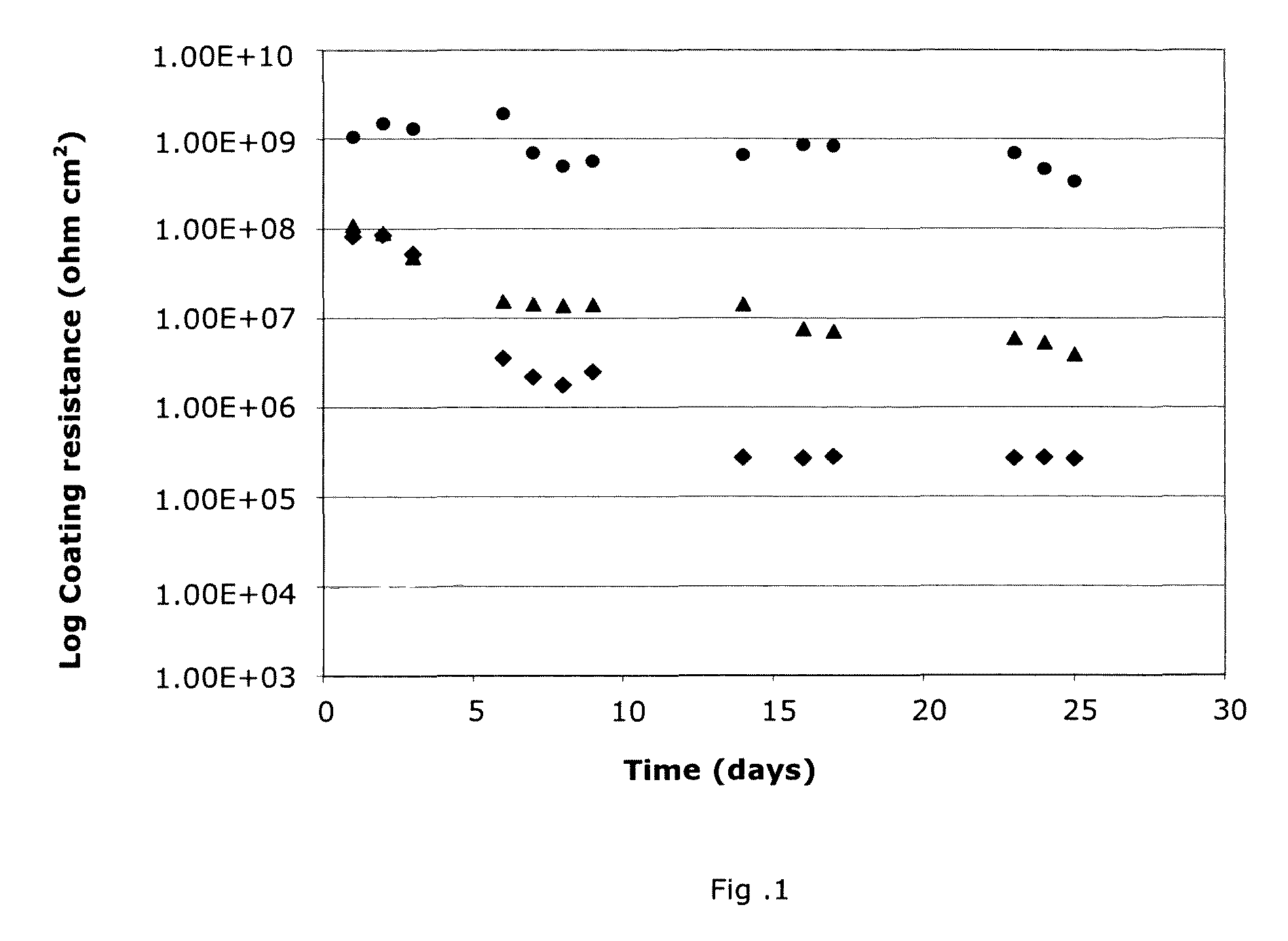
[52]Electrochemical impedance spectroscopy (EIS)
[53] EIS was used to evaluate and compare coating resistance and the effects of the inhibitors when exposed to a 5% NaCI solution for 25 days. The data was acquired using a Solartron 1286 electrochemical interface coupled with 1255B
[54]Frequency Response Analyzer. The signal used for evaluating the system was a sinusoidal signal with an amplitude of lOmV at open circuit potential conditions.
[55]The frequency range scanned was from 106 Hz to 10"2 Hz. The coating resistance is defined as the sum of the solution resistance (Rs) + the coating resistance (RFILM) + the charge transfer resistance (RCT) of the proposed equivalent circuit)).
[56]According to this criteria a higher resistance corresponds to an undamaged coating.
The results obtained from the EIS experiments are shown in Figure 1 and Figure 2.
[57] Figure 1 shows the coating resistance for ternary coating systems that contain (i) PAI, 25 wt% sucrose and 0.15 wt% Ce(N03)3 (·) and (ii) PAI, 25 wt% sucrose and 2% BOF slag (Δ). For coating systems (i) and (ii) above, the PAI solids content was 7.5 wt%. The coating resistance of a PAI (7.5wt% solids) coating was also tested as a reference (♦).
[58] Figure 2 shows the coating resistance for binary coating systems that contain (i) PAI and 25 wt% sucrose (■), (ii) PAI and 0.15 wt% Ce(N03)3 (* ) and (iii) PAI and 2 wt% BOF slag. For coating systems (i)-(iii), the PAI solids content was 7.5 wt%. The coating resistance of a PAI (7.5wt% solids) coating was also tested as a reference (♦).
[59] The electrochemical impendence results show that for ternary coating systems, the best corrosion protective properties were obtained when the corrosion protective coating contained PAI, sucrose and Ce(N03)3. The results also show that when the corrosion protective coating contains PAI, sucrose and BOF slag, improvements in corrosion protection were obtained relative to the PAI reference.
[60] With respect to the binary coating systems, the best corrosion resistance properties were obtained when the corrosion protective coating comprised PAI and sucrose. Good corrosion protection properties were also obtained for coatings that contained PAI and Ce(N03)3. Relative to the PAI reference, the addition of BOF slag to the coating resulted in a reduction in coating resistance after 25 days.
[61]However, the coating resistance could be increased by providing a coating that comprised PAI, BOF slag and sucrose.