[2]Изобретение относится к литейному
производству, а именно к прессформам для изготовления выплавляемых моделей отливок, и может быть
использовано в промьшшенности для получения точных отливок сложной
формы по выплавляемым моделям, например , отливки крупногабаритной тонкостной
обечайки с полыми поднутренними фигурными приливами-фланцами, расположенными на боковой поверхности
обечайки.
[3]Известны пресс-формы с вьадвижными металлическими стержнями, расположен-
ными параллельно или под углом к плос-: кости разъема пресс-фор 1Ы 1 .
[4]Известные пресс-формы позволяют изготовить выплавляемые модели отлирок
с отверстиями и .полостями различной формы, но без поднутрения полостей , препятствующего извлечению
стержня из модели. В них также нельзя изготовить выплавляемую модель
отливки тела вращения с близко расположенными друг к другу наклонными
отверстиями или полостями, оси которых пересекаются между собой на незначительном
удалении от поверхности модели (потому, что выступающие из модели элемент / стержней и стержневого
механизма не размещаются в зоне перюсечения осей отверстий, наталкиваясь
друг на друга).Кроме того, модели отливок, например обечаек, у- которых на наружной поверхности
имеются приливы с поднутрением полостей , оси которых не параллельны направлению разъема пресс-формы,
невозмЪжно изготовить в известных
[5]10 пресс-фоЕ 1ах ( из-за невозможности
извлечения модели из пресс-формы без поломки поверхностей приливов).
[6]Необходимо иметь отдельные пресс15 и для изготовления звеньев
модели в виде гладких секторов и для изготовления звеньев модели в виде
отдельных приливов различной формы, что увеличивает потребное количест20 во отдельных пресс-форм и затраты на их изготовление, а сборка составной
модели из большого количества отдельных звеньев увеличивает трудо емкость получения модели и снижает
[7]25 точность расположения поверхностей фигурных приливов на модели отливки
(в связи с чем в отливке приходится предусматривать специальные припуски на приливах-фланцах для
sut последующей обработки) .
[8]30 Известны также пресс-формы специально предназначенные для изготовления выплавляемых моделей отливок
полых тел вращения с поднутрением полостей, содержащие полуформы-матрицы и составные стержни со
стержневым механизмом. Стержневой механизм известной пресс-формы выполнен в виде двух фигурных конусных
втулок с наклонными пазами, а составной стержень для поднутрений выполнен
в виде вставок с прямыми и секторными лепестками, установленнымив пазах фигурных втулок. Фигурные
втулки выполнены с возможностью аксиального перемещения относительно оси
симметрии пресс-форгйы при замыкании полуформ в осевом направлении и своими наклонными пазами перемещают в
радиальном направлении прямые и секторные лепестки составного стержня, формообразующего в модели отливки
полость с поднутрением {J2. Однако известная ПЕ есс-форма не позволяет изготовить, модель отливки
с поднутрением полостей, оси симметрии которых расположены под различными углами к направлению разъема
пресс-формы, а тем более полостей с поднутрением в наклонных фигурных
приливах, расположенных по окружности модели отдивки, например крупногабаритной тонкостенной обечайки.
Целью изобретения является обеспе чение изготовления максимально укруп
ненных звеньев составной выплавляемо модели отливки тела вращения сложной
формы с поднутрением боковых полостеП , оси симметрии которых непараллельны
направлению разъема пресс-форм например звена сектора модели отливк
крупногабаритной тонкостенной -обечай ки с несколькими польвии с поднутрением
фигурньэ и приливами на наружной поверхности сектора, которые располо
жены как в непосредственной близости друг к другу, так и разнесены в окружном
и осевом направлении, при этом оси, по крайней мере, двух приливов на секторе модели пересекаются или
перекрещиваются между собой,т.е. цел изобретения - расширение номенклатур изготовленных моделей.
Цель достигается тем, что в njjecc форме, содержащей две разъемные полу
форМы, полость между цилиндрическими рабочими поверхностями которых форми
pydT стенку модели, механизм замыкания полуфррм, составные стержни с ме
ханизмом их перемещения, подкладную плиту и кролику с впрыскным отверстие
составные стержни выполнены в виде внешней вставки-ползуна { с внутренней
фигурной рабочей поверхностью), несущей соосно установленную в ней и выполненную съемной внутреннюю
вставку (с наружной фигурной рабочей поверхностью), внешняя вставка-ползу
размещена а направляющем пазе внешн е секторной полуформь подвижно в направлении
оси фигурного прилива модели, формируемого полостью между вставками при замыкании внешней вставки через
внутреннюю на гладкую рабочую поверхность внутренней секторной полуформы
и замыкании полуформ в радиальном направлении по цилиндрическим , поверхностям разъема полуформ.
Кроме того, поаеречные размеры вставки-ползуна выбраны из условия, чтобы
проекция выходного сечения направляющего паза (т.е. проекция линии
пересечения поверхностей паза с цилиндрической рабочей поверхностью внешней
полуформы) на плоскость, перпендикулярную направлению разъема полуформ
, перекрывала проекцию формообразуемого прилива на ту же плоскость.
При этом криволинейная торцовая поверхность внешней вставки вокруг ее
рабочей полости выполнена по радиусу рабочей цилиндрической поверхности
внешней полуформы и располагается заподлицо с ней (при замыкании стержня
и полуформ), а криволинейная торцовая поверхность внутренней вставки
выполнена по радиусу рабочей Цилиндрической поверхности внутренней полуформы.
Выполнение составных стержней в В5аде вставки-ползуна, несущей соосно
ycтaнoвлeннsпo внутреннюю вставку, с возможностью мещения вставок в направлении
оси прилива до упора в рабочую поверхность внутренней секторной полуформы при замыкании стержня
и полуформ обеспечивает точность размеров и формы наружной и.внутренней
поверхностей приллвов укрупненного сектора модели. Размещение вставок-ползунов в направляющих
пазах внейшней секторной полуформы обеспечивает точность расположения приливов по дуге окружности
укрупненного сектора модели и точность угла наклона осей приливов.
Выполнение внутренней вставки съемной относительно внешней вставки-пЬлзуна
и размещение ее внутри внешней вставки (без жесткой связи с внутренней
полуформой).обеспечивает размещение внутренних вставок в-полостях наклонных приливов, расположенных в
непосредственной близости друг к другу , а также обеспечивает разъем стержней
(вставок) и извлечение внутренних вставок из поднутренных полостей наклонных
приливов, разнесенных к краши укрупненного сектора модели. Выбор поперечного размера ка;хдой
вставки-ползуна (поперечных размеров направляющего паза) из условия, чтобы
проекция выходного сечения паза на плоскость, перпендикулярную направлению
разъема полуформ, перекрывала проекций) формируемого прилива на ту же плоскость, обеспечивает разъем
полуформ и извлечение укрупненногосектора модели из пресс-формы без
повреждения наружных поверхностей и приливов, которые (в результате удаления мебта их расположения к
краям сектора и наличия угла наклон оси приливов к направлению разъема пресс-формы и значительного вылета
над наружной цилиндрической поверхностью сектора) формируются вставками глубоко внутри направляющих па
зов. Выполнение торцовой поверхности внешней вставки по радиусу и заподл
цо с внутренней рабочей поверхностью внешней полуформы обеспечивает точность стыка наружной поверхности мо
дели вокруг прилива с остальной наружной поёерхностью модели даже при значительном увеличении поперечных
размеров направляющего паза, а выполнение торцовой поверхности внутренней
вставки по радиусу цилиндрической поверхности внутренней полуформы обеспечивает прилегание встав
ки к полуфО5 е при залагкании стержня . Для упрощения конструкции прессформы
поперечное сечение направляющих пазов выполнено в виде прямоугольника или окружности, выталкиватель
съемной вставки размещен в поло штоке внешней вставки, а для соос- ной установки внутренней вставки
внешняя вставка снабжена базирукнцимк элементами в виде двух установочных
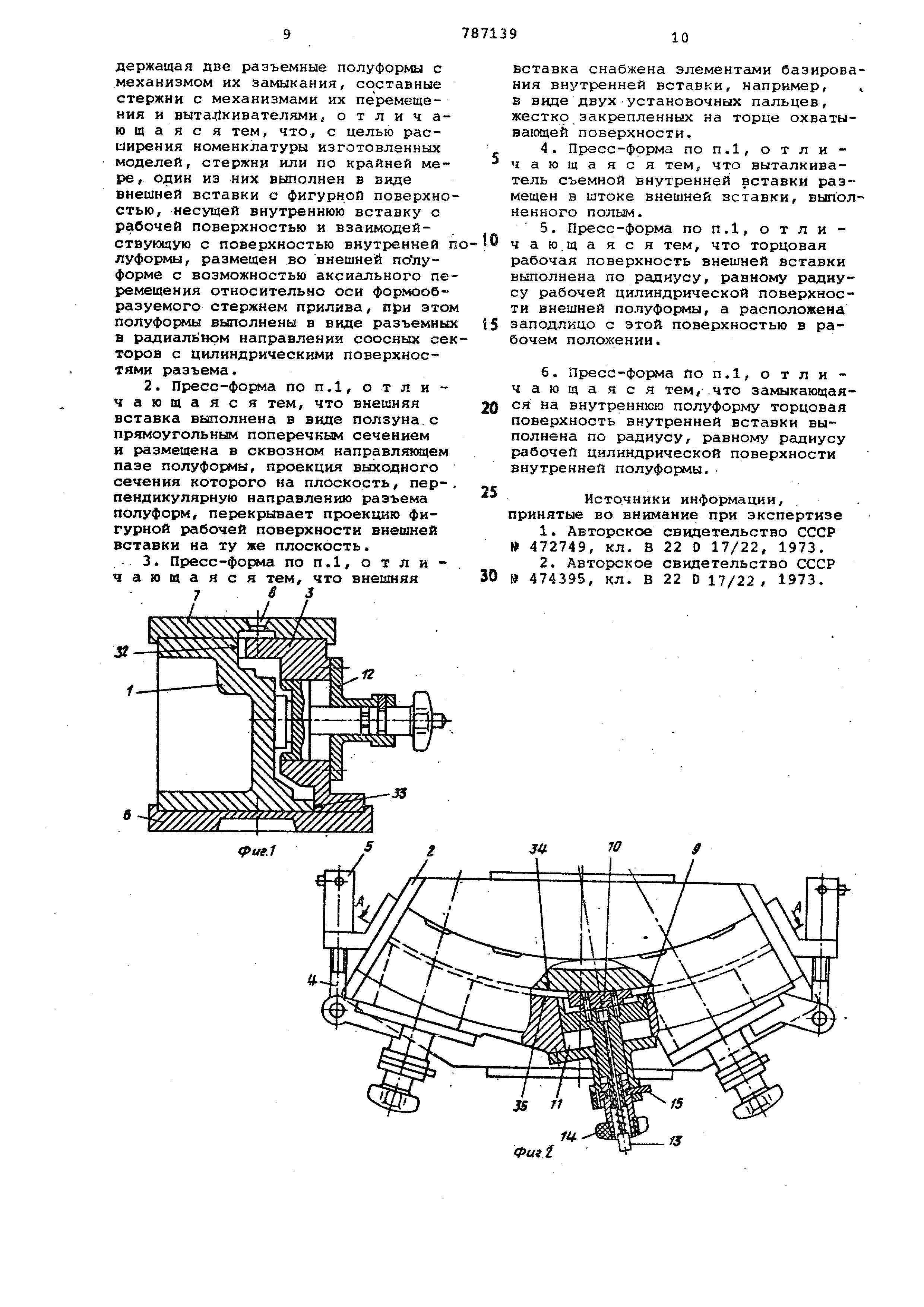
пальцев, жестко закрепленных на тор це ее внутренней поверхности. На фиг. 1 изображена пресс-форма
вертикальный разрез; На фиг.2 - то я вид в плане на фиг.З - разрез А-А на фиг.2; на фиг.4 - пресс-форма,
частичный горизонтальный разрез по оси составного стержня в разомкнутом
положении и положение плоскости П, перпендикулярной направлению азъема пресс-формы; на фиг.5 - разрез
Б-В на фиг.4; на фиг.6 - пример изго товляемого укрупненного сектора модели
обечайки и схема составной моде ли (тонкими линиями), вид в плане; на фиг.7 - вертикальный разрез В-В
на фиг.б; на фиг.8 - вид по стрелке Г- на фиг.6; на фиг.9 - вид по стрел ке Д на фиг.б.
Пресс-форма состоит из внутренней секторной полуформы 1, снабженной
боковыми планками 2, внешней секторной- полуформы 3 с механизмом замыкания
полуформ в виде откидных болтов 4 и гаек 5, подкладной плиты 6, крыш
ки 7 с впрыскньм отверстием 8 и сос1тавных стержней однотипной конструк
ции , содержгицих внешнюю и внутреннюю фигурные вставки 9 и 10. Внешняя вставка. 9 с охватывающей
фигурной рабочей поверхностью выполн на в виде ползуна и размещена в скво
ном направляющем пазе 11 внешней полуформы , закрытым с внешней стороны краткой 12. Через отверстие крышки проходит полый шток вставки-ползуна
с-подпружинеккьп выталкивателем 13 и гайкой 14. В прорези крышки установлен замок 15 в виде откидной
серьги, входотдий в кольцевую канавку 16 гайкк. Внутренняя вставка выполнена съемной
и свободно установлена на пальцах 17, закрепленных на внутреннем торце рабочей полости внешней вставки
, а фигурная (охватываемая) рабочая поверхность внутренней вставки соосна рабочей поверхности внешней
вставки. Составная вьаплавляемая модель 18 отливки крупногабаритного тонкостей
|ного тела вращения сложной фЪрмы типй обечайки состоит, например, из шести
отдельных укрупненных звеньев. Укрупнеккое звено модели представляет собой сектор 19 модели с соосными
наружной и внутренней поверхностями вращения 20 и 21 {образующими
тонкую стенку модели) с произвольным расположениеги не менее двух-трех
полых с поднутрением фигурных .приливов-фланцев 22-24, оси которых не
параллельны друг другу, т.е. пересекается или перекрещиваются между собой (фиг.6),
Каждый прилив представляет собой . полый выступ с фигурными наружной
и соосной с ней внутренними поверхностями 25 и 26 (ось которых являет-
ся осью прилива). По торцу прилив закрыт дснышком-фланцем 27 с местными утолщениями 28 и центральным
отверстие 29 (фиг. 7), например, в виде овала 30 (фиг.В) или окружности 31 (фиг.9). Полость внутри
прилива открыта в направлении оси обечайки и прднутрена относительно отверстия 29 в донышке-фланце.
Секторные полуформы снабжены цилиндрическими поясками 32 и 33,
служащими поверхностями разъема полуформ в радиальном направлении/проходящем
через середину дуги Сектора. Направлению разъема не параллельна ось, по крайней мере, одного стержня
, а в конкретном примере - не параллельны оси всех стержней, Рабочие цилиндрические поверхности
34 и 35 полуформ при замыкании полуформ 3 радиальном направлении образуют полость, формирующую тонкую
стенку сектора модели. Вставка-ползун, несущая внутреннюю вставку,, может перемещаться с помощью
гайки по направляющему пазу вдоль оси фop a pyeмoгo прилива до упора
торца 36 внутренней вставки в поверхность внутренней полуформы. В этом
замкнутом положении стержня полость между фигурными рабочими поверхностями
вставок формирует прилив сектора модели совместно с донышком 27, ч
йотором выступ 37 на торце внутренней вставки прижатый к торцу внешней
вставки формирует отверстие, а торцовые выемки 38 вставки формируют местные утолщения на донышке.
Криволинейная торцовая рабочая поверхность 39 вставки-ползуна вокруг рабочей полости выполнена по радиусу
рабочей поверхности внешней полуформы. Секторные полуформы 1 и 3 устанав
лийают на подкладную плиту 6, замыкают в радиальном направлении с помо щью откидных болтов 4 и гаек 5 и
накладывают крышку 7. -Поворотом гайки 14, удерживаемой замком 15, перемещают вставку 9 совместно
со вставкой 10 по пазу 11 до упора поверхности вставки 10 и повер ность. 34 полуформы 1, т.е. замыкают
на нее составной стержень. Также замыкают и остальные стержни. Через впрыскное отверстие 8 подае
ся модельная масса в полость,образованную рабочими поверхностями 34 и 35 полуформ и боковыми планками 2
и сообщающиеся с ней -фигурные полости между вставками 9 и 10 составньк стер;:шей.
После застывания модельной массы пресс-форму раскрывают: снимают с подкладной плиты 6, снимают крышку
7 и освобождают откидные болты 4,что .позволяет отделить внутреннюю полуформу 1. Затем с помощью гаек 14
перемещают вставки-ползуны 9 в исходное положение fза габариты приливов , при этом выталкиватель 13 сни
мает внутреннюю вставку 10 с пальцев 17 и выталкивает ее из полости прилива. Так как поперечное сечение
а-а вставки-ползуна выбрано из опре деленного условия, то проекция а
выходного сечения направляющих пазов 11 на плоскость П, перпендикуляр ную направлению разъема полуформ,
перекрывают проекции б-б соответству квдих приливов на ту же плоскость и
изготовленный укрупненный сектор 19 модели свободно извлекается из внеш
ней полуформы 3 (без повреждения по верхностей приливов). Возможность обеспечения из указа
ного выше условия выбора поперечных размеров вставок-ползунов Jvifi наибо
лее разнесенных в окружном направле нии приливов, имеющих значительный
вылет, устанавливает пределы максиMaj® Hp возможному укрупнению отдель
ных звеньев (количество которых при наиболее благоприятных условиях малый вылет приливов, малые- углы
между осями приливов и направлением разъема пресс-фор ы или наличие благоприятных уклонов и т.д. - може
быть уменьшено до двух, т.е. в прес форме изготовляют секторы модели с
центральным углом 180 , котоЕ ае сты куются между собой в диаметральной плоскости).
Поэтому в каждом конкретном случае количество отдельных укрупненных
секторов модели, из которых собирается замкнутая составная модель отливки
, может быть различным, но в 3-4 раза меньшем, чем при изготовлении составной модели из неукрупненных
звеньев-секторов с одним приливом. Так как в общем случае геометрическая
форма приливов и их мест располо .:сения .На секторах модели различны
, то потребное количество секторных пресс-форм равно количеству укрупненных
секторов модели, составляющих модель отливки, а при тождественности формы всех секторов достаточно
иметь одну пресс-форму. На специальном сборочном приспособлении-кондукторе из изготовленных
в пресс-формах укрупненных секторов модели собирается составная выплав-г
ляемая модель отливки путем сочленения секторов по боковым (радиальным
) плоскостям стыка по известной технологии (пайко-проплавлением,
склеиванием и т.д.). Полученную выплавляемую составную модель используйт
для изготовл-ения отливки обечайки известными способами. Таким образом, предлагаемая конструкция
пресс-формы с составными стержнями, состоящими из внешней вставки-ползуна, несущей съемную
внутреннюю вставку, их размещение в наклонных пазах секторной полуфор
.мы и выбор поперечного сечения паза из условия перекрытия проекции
формообразуемого прилива на плоскость , перпендикулярную направлению
разъема полуформ, обеспечивает разъем полуформ и составных стержней и извлечение
укрупненного звена-сектора модели отливки тела вращения сложной формы.
Изготовление укрупненных звеньевсекторов составной модели с несколькими
полыми с поднутрением фигурными приливами-фла-нцами на секторе
уменьшает суммарную трудоемкость изготовления звеньев модели и трудоемкость
сборки составной модели (за счет соответствукядего уменьшения количества
отдельных звеньев в.результате их укрупнений), а также уменьшает потребное
количество пресс-форм для изготовления отдельных элементов модели
(за счет их совместного изготовления в пресс-форме для укрупненного звена), чтоснижает затраты на
изготовление оснастки и повышает точность взаимного расположения приливов-фланцев
на укрупненном секторе модели. , Формула изобретения
1. Пресс-форма для изготовления моделей отливок с поднутрданием, содержащая две разъемные полуформы с механизмом их замыкания, составные стержни с механизмами их перемещения
и вытaJ lкивaтeлями, о т л и ч а ю щ а я с я тем, что, с целью расширения номенклатуры изготовленнь х
моделей, стержни или по крайней мере , один из них выполнен в виде внешней вставки с фигурной поверхно
стью, несущей внутреннюю вставку с рабочей поверхностью и взаимодействующую с поверхностью внутренней
луформы, размещен во внешней по пуформе с возможностью аксиального пе
ремещения относительно оси формообразуемого стержнем прилива, при это полуфор ш выполнены в виде разъемны
в радиальном направлении соосных се торов с цилиндрическими поверхностями разъема.
2. Пресс-фос 1а по п. 1, о т л и чающаяся тем, что внешняя вставка выполнена в виде ползуна с
прямоугольным поперечным сечением и размещена в сквозном направлякнцем
пазе полуформы, проекция выходного сечения которого на плоскость, перпендикулярную направлению разъема
полуформ, перекрывает проекцию фигурной рабочей поверхности внешней вставки на ту же плоскость.
- 3. Пресс-форма по п.1, о т л и чающаяся тем, что внешняя Lf вставка снабжена элементами базирования внутренней вставки, например, «
в виде двух-установочных пальцев, жестко.закрепленных на торце охватывающей поверхности.
4.Пресс-форма по п.1, отличающаяся тем, что выталкиватель съемной внутренней вставки размещен
в штоке внешней вставки, вьтолненного полым. 5.Пресс-форма поп.1, отличаю
,щаяся тем, что торцовая рабочая поверхность внешней вставки выполнена по радиусу, равному радиусу
рабочей цилиндрической поверхности внешней полуфоралы, а расположена
заподлицо с этой поверхностью в рабочем положении. 6.Пресс-форма По п.1, о т л и чающаяся
тем,.что замыкающаяся на внутреннюю полуформу торцовая поверхность внутренней вставки выполнена
по радиусу, равному радиусу рабочей цилиндрической поверхности внутренней полуформы,
Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР
W 472749, кл. В 22 О 17/22, 1973. 2.Авторское свидетельство СССР fj 474395, кл. В 22 D 17/22, 1973.

[9]