[1]НИ5Г каретки с резцедержателями, рез ми и пружинами, привод, цепные пере
дачи, приводную и три неприводные звездочки, две неприводные звездочки смонтированы с возможностью перем
щения параллельно направляющим, а ре цедержатель снабжен приспособлением
для регулирования давления пружины. Способ и устройство поясняются чертежом, на котором устройство изо
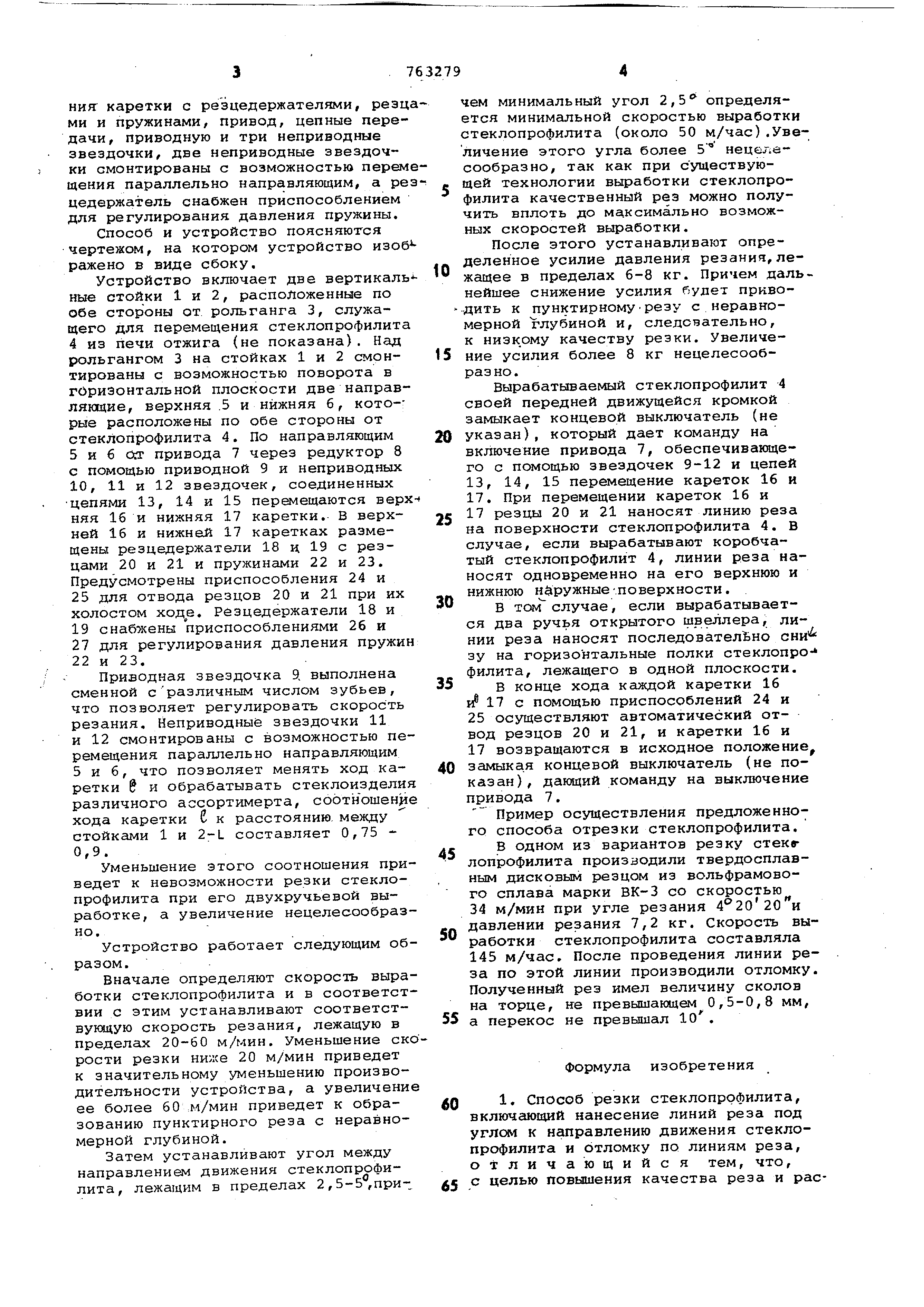
ражено в виде сбоку. Устройство включает две вертикаль ные стойки 1 и 2, расположенные по
обе стороны от рольганга 3, служащего для перемещения стеклопрофилита 4из печи отжига (не показана). Над
рольгангом 3 на стойках 1 и 2 смонтированы с возможностью поворота в
горизонтальной плоскости две направляющие , верхняя .5 и нижняя б, кото-рые
расположены по обе стороны от стеклопрофилита 4. По направляющим 5и 6 da привода 7 через редуктор 8
с помощью приводной 9 и неприводных 10, 11 и 12 звездочек, соединенных
цепями 13, 14 и 15 перемещаются вер няя 16 и нижняя 17 каретки. В верхней
16 и нижней 17 каретках размещены резцедержатели 18 н 19 с резцами 20 и 21 и пружинами 22 и 23.
Предусмотрены приспособления 24 и 25 для отвода резцов 20 и 21 при их
холостом ход,е. Резцедержатели 18 и 19 снабжены приспособлениями 26 и
27 для регулирования давления пружи 22 и 23. Приводная звездочка 9, выполнена
сменной сразличным числом зубьев, что позволяет регулировать скорость резания. Неприводныё звездочки 11
и 12 смонтированы с возможностью перемещения параллельно направляющим
5 и 6, что позволяет менять ход каретки & и обрабатывать стеклоизделия
различного ассортимерта, соотношени хода каретки 6 к расстоянию, между
стойками 1 и 2-L составляет 0,75 0 ,9. Уменьшение этого соотношения приведет
к невозможности резки стеклопрофилита при его двухручьевой выработке , а увеличение нецелесообразно
. Устройство работает следующим образом .
Вначале определяют скорость выработки стеклопрофилита и в соответствии
с этим устанавливают соответствукядую скорость резания, лежащую в пределах 20-60 м/мин. Уменьшение ско
рости резки ниже 20 м/мин приведет к значительному уменьшению производительности
устройства, а увеличение ее более 60 м/мин приведет к образованию пунктирного реза с неравномерной
глубиной. Затем устанавливают угол между направлением движения стеклопрофилита
, лежащим в пределах 2,5-5,при-. чем минимальный угол 2,5 определяется
минимальной скоростью выработки стеклопрофилита (около 50 м/час).Увеличение
этого угла более 5 нецелесообразно , так как при существующей технологии выработки стеклопрофилита
качественный рез можно получить вплоть до максимально возможных скоростей выработки.
После этого устанавливают определенное усилие давления резания,лежащее
в пределах 6-8 кг. Причем дальнейшее снижение усилия будет пркводить к пунктирномурезу с неравномерной
глубиной и, следовательно, к низк.ому качеству резки. Увеличение усилия более 8 кг нецелесообразно
. Вырабатываемый стеклопрофилит 4 своей передней движущейся кромкой
замыкает концевой выключатель (не указан), который дает команду на
включение привода 7, обеспечивающего с помощью звездочек 9-12 и цепей
13, 14, 15 перемещение кареток 16 и 17. При перемещении кареток 16 и
17 резцы 20 и 21 наносят линию реза на поверхности стеклопрофилита 4. В
случае, если вырабатывают коробчатый стеклопрофилит 4, линии реза наносят
одновременно на его верхнюю и нижнюю наружные-поверхности. В том случае, если вырабатывается
два ручья открытого шв1еллера, линии реза наносят последовательно сни
ЗУ на горизонтальные полки стеклопро- филита, лежащего в одной плоскости.
В конце хода каждой каретки 16 и 17 с помощью приспособлений 24 и
25 осуществляют автоматический отвод резцов 20 и 21, и каретки 16 и
17 возвращаются в исходное положение замыка.я концевой выключатель (не показан
), дающий команду на выключение привода 7. Пример осуществления предложенного
способа отрезки стеклопрофилита. В одном из вариантов резку стекелопрофилита
производили твердосплавным дисковым резцом из вольфрамового сплава марки ВК-3 со скоростью
34 м/мин при угле резания 20 и давлении резания 7,2 кг. Скорость выработки
стеклопрофилита составляла 145 м/час. После проведения линии реза по этой линии производили отломку.
Полученный рез имел величину сколов на торце, не превышающем 0,5-0,8 мм, а перекос не превышал 10 .
Формула изобретения 1. Способ резки стеклопрофилита, включающий нанесение линий реза под
углом к направлению движения стеклопрофилита и отломку по линиям реза, отличаю щийс я тем, что,
с целью повышения качества реза и расширения ассортимента разрезаемых изделий
, нанесение линий реза осуществляют под углом 2,5-5 со скоростью 20-60 м/мин и усилием резания 6-8 кг.
[2]2. Устройство для осуществления способа по п. 1, включающее две стойки
со смонтированными на них с возможностью поворота в горизонтальной плоскости двумянаправляющими, на
которых установлены с возможностью перемещения каретки с резцедержателями
, резцами и пружинами,привод,цепные передачи,приводную и три неприводные звездочки, отличающ ее
с я тем, что две непрлводные звездочки смонтированы с возможностью пе
ремецения параллельно направляющим, а резцедержатель снабжен приспособлением .для регулирования давления
пружины.
[3]Источники информации, принятые во внимание при экспертизе
[4]1.Авторское свидетельство СССР № 473683, кл. С 03 В 33/06, 1973.
[5]2.Каталог-справочник Оборудование для стекольно-ситалловой промышленности . ЦНИИТЭлегпищемаш, М., 1970.
ч. 1, с. 64-70.
[6]

