[1]
Изоб ретение относится к области заводского производства комплексных монтажных
блоков зданий и сооружений с вмонтированными в них в зависимости от назначения сантех Н|Ическ Ими
, электротехническими и другими устройствами полной заводской готовности
и может быть исиользовано на домостроительных комбинатах и заводах стройиндустрии
для изготовления блок-комнат одноэтажиых зданий, кухонных блоков, совмеш,енных
и раздельных санитаряо-технических кабин , трансформаторных, газораспределительных
, связиых подстанций, временных сооружений для строительства, индивидуальных
гаражей, хранилищ в сельском хозяйстве и др.
[2]Известные устаиовки для изготовления
комплексных монтажных полублоков зданий и сооружений содержат наружную опалубку,
внутренний вибросердечник и гидропривод вертикального перемещения последнего.
[3]
Однако эти установки не обеспечивают изготовления объемных блоков полной заводской
готовности, требуют наличия дополнительного оборудования для формования потолка
или пола блока, имеют знач1ительную высоту, являются громоздкими и металлоломКИМ
и, сложны в изготовлении и требуют больщого ухода в эксплуатации.
[4]
ции установки и обеспечение совпадения стыковочных горизонтальных и вертикальных
плоскостей полублоков.
[5]Достигается это тем, что внутренний вибро5
сердечник выполнен в виде цельносварной цятиплоскостиой конструкции, имеющей конусность
по вертикали 5 мм и опирающейся иа контурную раму с верхней полкой, а гидропр:ивод
выполнен с гидроцилиндром двой0 ного действия.
[6]
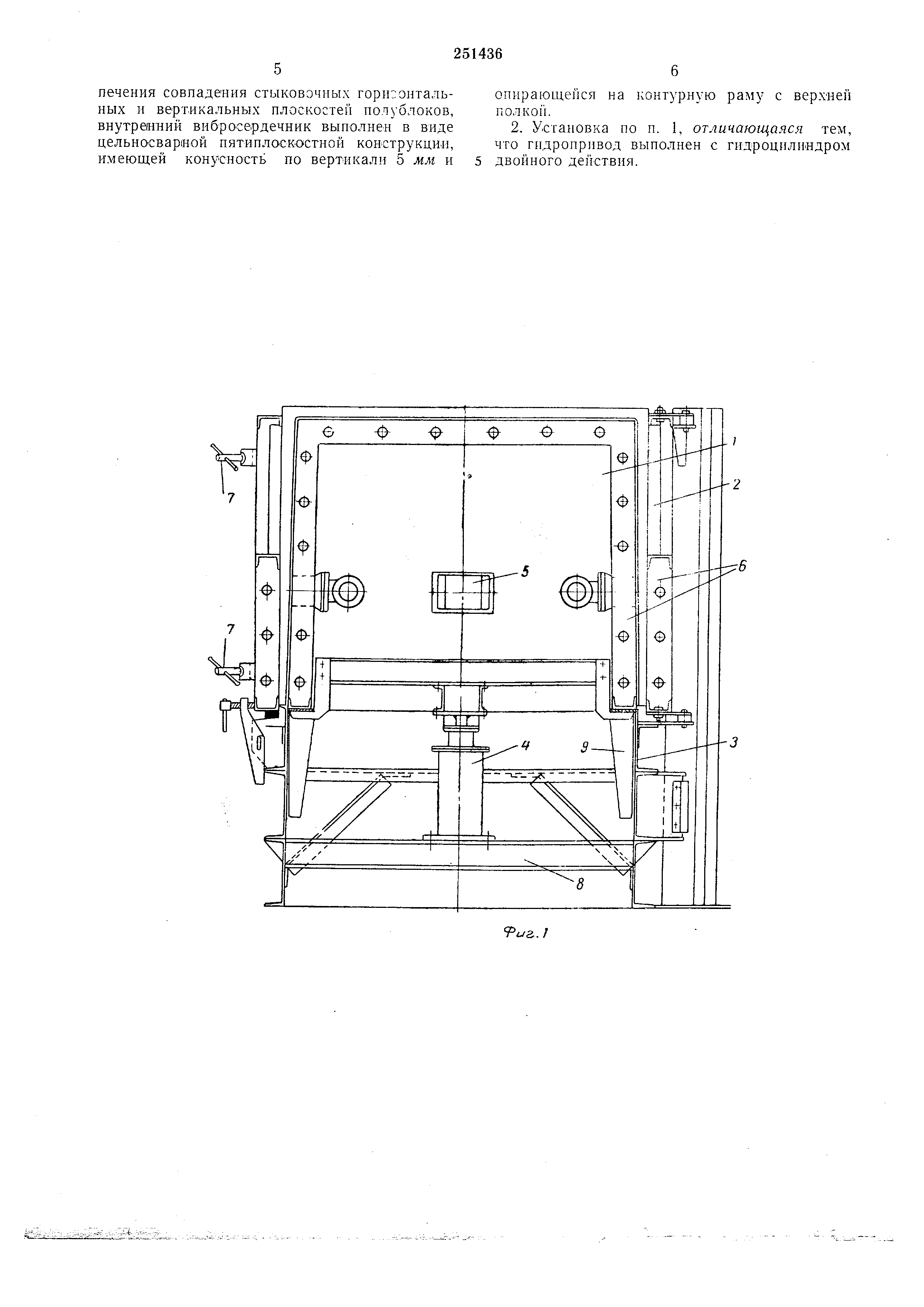
На фиг. 1 показана предлагаемая установка , общий вид; на фиг. 2 - то же, в разрезе;
на фиг. 3 - то же, в плаие. Установ1 а содержит внутренний вибросер5
дечник I, наружные борта 2, контурную раму 3, гидроцилиндр 4, электровибраторы 5,
паровую рубашку 6, винтовые зажимы 7, фундаментную раму 8 и направляющие 9 сердечника .
[7]0 Внутренний сердечник 1 конструктивно представляет собой л есткую цельносварную
объемную конструкцию из швеллера № 10. Выполняется из пяти сварных щитов, состоящих
из каркасов в виде балочной клетки, и
[8]5 общивается снарул и и изнутри толстолистовой
сталью. Паровая рубашка представляет собой внутреннюю полость- заключенную между
листами, и служит для прохода теплоносителя , обеспечивающего давление пара
нуоность 5 Л1Л1. Внутри его корпуса неподвижно закреплены электровибраторы марки С-413
мощностью 0,4 кет каждый, предназначенные для вибрирования бетона при формовании нзделий .
Наружные размеры се рдечника У соответствуют внутренним размерам полублоков.
Борта 2 предназначены для образования наружного контура полублоков. Конструктивно
они представляют сварные каркасы изЮ швеллера ЛЬ 10, обшитые с внутренней стороны
стальным листом, на который крепится бортосна-стка. Иарул ные стороны бортов обШиты
листом до половины. На бортах установлена оснастка (выступы) для формовки15
правой савитарно-технической каби-ны, кроме этого, предус.мотрены отверстия для крепления
бортосна стки, применяемой для формовки .левой санитарно-технической кабины.
При формовке правой санитарно-техниче-20 ОКОЙ кабины отверстия для левой санитарнотехнической
кабины должны быть заглушены, и наоборот. Борта закрываются быстродействующими
винтовыми зажимами 7 попарно, а открываются поворотом вокруг вертикаль-25 ной оси поочередно веером.
Контурная рама 5 является основной деталью , обусловливающей размеры и конфигурацию
стыковочных плоскостей полублоков. Конструктивно контурная рама представляет30
собой сварную раму из швеллеров № 30. Верхняя полка швеллера № 30 срезана и
обработана. Носле обработк и верхний контур рамы соответствует наружному контуру изделия
. Изготовление полублоков осуществляет-35 ся и на разных объемно-формовочных машинах
, а это требует необходимой точности изготовления контурных рам, поскольку контурная
рама одной объемной формовочной машины должна быть зеркальным отображением40
контурной рамы другой объемно-формовочной машины. Гидроцилиндр 4 служит для подъема сердечника
1 и отрыва его от изделия. Применяется обычный лидроцялиндр двойного дей-45
ствия, развивающий усилие до 3500 кг с ходом поршня 300-350 мм, скорость подъема 1 -1,5 м/мин.
Гидравлическая установка предназначена для привода гидроцилиндра двойного дей-50
ствия. Она устанавливается на уровне пола цеха и не требует специальных фундаментов.
Для ее фиксации виолне достаточно под ножкам .и машины забетонировать фундаментные
столбики размером 40x40X40 см с анкерны-55 ми болтами. Неред формовкой внутренние поверхности
бортов 2 и наружные стенки сердечника 1 очишают от бетона и пыли и смазывают водо-масляными
эмульсиями, имеющими новы-60 .щенную адгезию. Затем укладывают коврики
метлахской плитки и наклеивают плинтус. На метлахскую плитку кладут арматурную
сетку к устанавливают угловые арматурные каркасы. К штифтам, установленным на бор-65
5 тах, крепят металлические рамки, оорамляющие проемы дверей, фрамуги и закладные
детали. Борта закрывают. Краном подается мерный бункер с бетонной смесью, которая
высыпается на середину сердечника /. Включаются два электровибратора 5 на дву.х соприкасающихся
бортах 2, и бетон под действием вибрации растекается и быстро заполняет
полости. Затем включают вторую пару электровибраторов 5, и так поочередно в течение
10-12 мин, пока не заформуется полублок . После формовки открытую верхнюю
часть формы покрывают пригрузом - металлическим щитом и производят термовлажностную
обработку изделия. Нар подается в паровые рубашки бортов и сердечника,
Через 2-5-3 час после достижения изделием 70% прочности (100-120 кг/см) производят распалубку.
Борта 2 открываются поочередно веером винтовыми зажимами 7. Гидроцилиндром 4
поднимают сердечник У с полублоком на высоту 250-300 мм, и в образовавшийся зазор
между торцом полублока и контурной рамой 3 заводят траверсу-кантователь. Затем включают
гидроцилиндр 4 на опускание. При движении штока пидроцилиндра 4 вниз прои-сходит
плавный отрыв сердечника } от полублока , после чего полублок краном с помощью
траверсы-кантователя окончательно снимается с сердечника У, перекантовывается на 180
и переносится на первый пост конвейера отделки и комплектации санитарно-технических кабин.
Работа устройства и технология изготовления верхнего полублока аналогичны, но менее
трудоемки, так как не производится укладка метлахской плитки, и верхний полублок
не требует кантовки, он снимается краном за монталсные петли и после соответствующей
отделки на посту доводки стыкуется с нижним полублоком.
Во в.сех случаях путем попеременной забивки бетоном верхнего или нижнего полублока
на одной установке изготовляют совмещенные или раздельные, правые и левые
санитарно-технические кабины с готовым монолитным потолком, готовым монолитным
полом, уложенным метлахской плиткой с плинтусом и, если требуется, с облицовкой
стен плиткой в процессе формования блока, с выполнением всех строительных, санитарно-технических
и электротехнических проемов и отверстий, с установлением крепежных деталей
для монтажа инженерных сетей приборов и оборудования. Предмет изобретения
1. Установка для изготовления комплексных монтажных полублоков зданий и сооружений
с последующим их омоноличиваниези, содержащая наружную опалубку, внутренний
вибросердечник и гидропривод вертикального перемещения последнего, отличающаяся тем,
что, с целью упрошения конструкции и обеспечения совпадения стыковочных гори:онтальных
н вертикальных плоскостей нолублоков, внутренний вибросердечник вынолнен в виде
цельносвариой пятиплоскостной конструкции, имеющей конусность по вертикали 5 мм и
[9]
опирающейся на контурную раму с верхиеи
[11]
2. Установка по п. 1, отличающаяся тем, что гидропривод выполнен с гидроцилиндром двойного действия.