[1]Изобретение относится к подъемно-
транспортным устройствам для переноса изделий с позиции на позицию. Преимущественной
областью использования являются гальвано-химические линии и линии
промывки оптических деталей после механической обработки.
[2]Известны линии для химической обработки изделий, в частности, агрегат для фос-
фатирования. Агрегат состоит из ванн для гальванообработки, камеры сушки, расположенной
над ванными по всей длине установки , цепного конвейера с приводом и
[3]вентиляционной установкой. Кроме того, каждая ванна снабжена своим цепным контуром
. Недостатком известной линии является громоздкость, кроме того, по мере
приработки цепи возникает набегание шага (увеличение длины), что ведет к сбою техп- роцессз.
[4]Наиболее близким техническим решением является линия для химической и термической
обработки изделий, включающая смонтированную на металлоконструкции
горизонтально замкнутую грузонесущую трассу с рабочей и холостой ветвями, ряд
[9]ванн, установленных по ходу технологического процесса под рабочей ветвью горизонтально
замкнутой грузонесущей трассы, подвижно установленный на рабочей-ветви
механизм перемещения каретки с подвесками для изделий, выполненный в виде
толкающего конвейера, размещенного в зоне холостой ветви грузонесущей трассы.
Подвески для изделий выполнены в виде телескопических штанг. Перенос подвесок
из ванньгЪ ванну осуществляется вертикально замкнутыми цепными контурами с
индивидуальными приводами и выключателями . Цепные контуры установлены на рабочей
ветви грузонесущей трассы. Линия снабжения реле времени и ограничителями,
установленными перед цепными контурами с возможностью взаимодействия с подвесками
. Недостатками наиболее близкого технического решения являются громоздкость
, высокая материалоемкость и ограниченный срок службы вследствие того, что
несущая металлоконструкция,каретки, толкающий конвейер находятся над зеркалом ванн.
[10]Цель изобретения - уменьшение габаритов и увеличение срока службы устройства .
[11]Поставленная цель достигается тем, что устройство, представляющее собой линию
для химической обработки изделий, включающую привод, шкаф управления с реле времени
и механизм перемещения изделий,размещенный на опорах над технологическими
ваннами и несущий каретки с подвесками, снабжено опорными призмами
, установленными на бортах ванн с возможностью взаимодействия с подвесками,
механизм перемещения изделий выполнен в виде двух цепных контуров, кинематически
соединенных между собой посредством вала с предохранительными муфтами. Механизм
перемещения изделий работает от одного двигателя и снабжен одним выключателем
и реле времени. Каждая подвеска выполнена в виде стержня, а каретка в виде
подвижной рамы, шарнирно соединенной с цепными контурами.
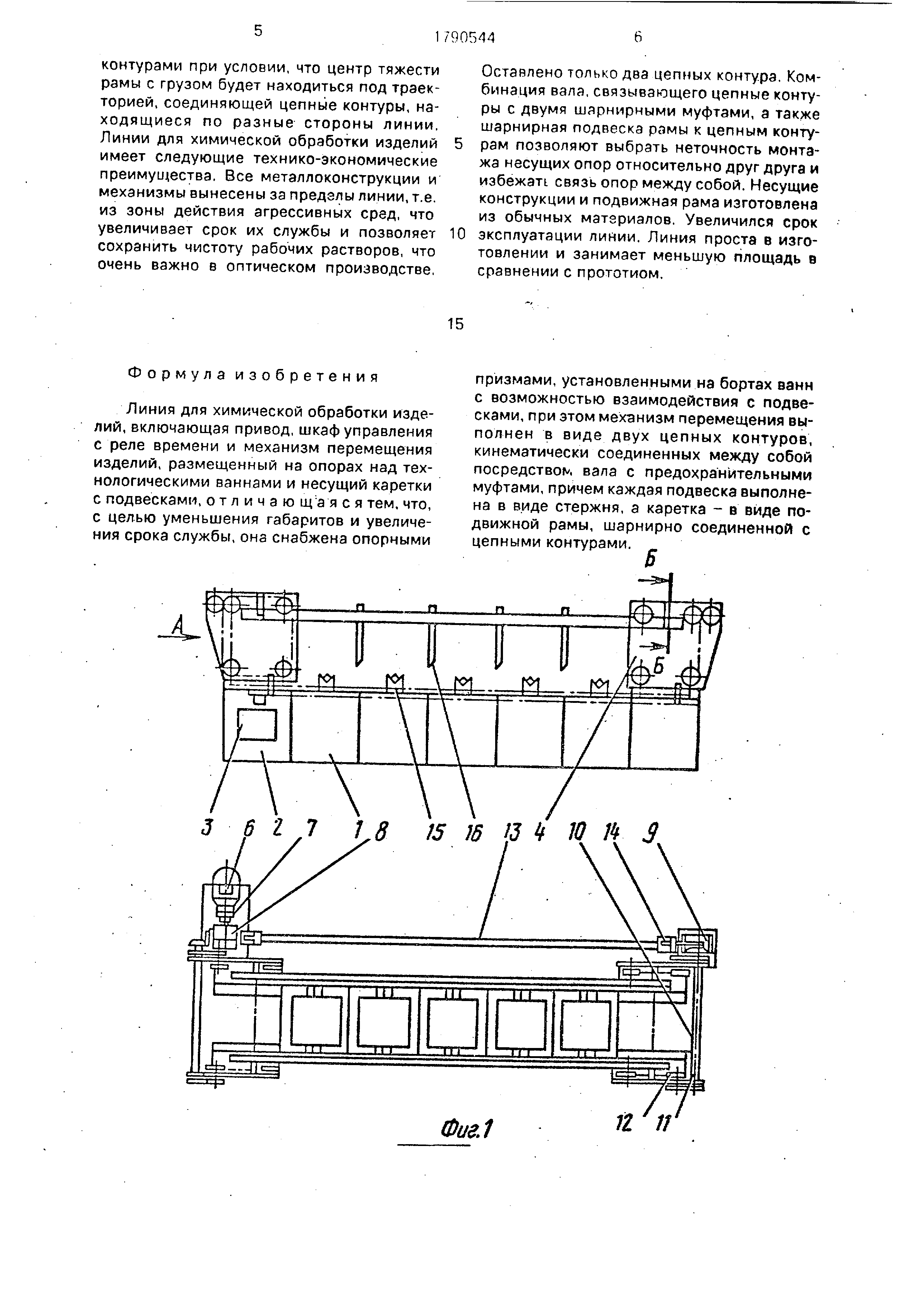
[12]На фиг.1 изображена схема линии для химической обработки изделий, виды спереди
и сверху; на фиг.2 - вид по стрелке А на фиг.1; на фиг.З - разрез Б-Б на фиг.1. .
[13]Линия для химической обработки изде лий состоит из ряда ванн 1, в начале и конце
которого расположены опоры 2, в основании одной из них вмонтирован шкаф управления
3 и реле времени. Механизм перемещения изделий состоит из двух цепных
контуров А, соединенных шарнирно с подвижной рамой 5. Привод движения цепных контуроь осуществляется от электродвигателя 6, связанного предохранительной
муфтой 7 с червячным редуктором 8, через пары конических шестерен 9 на веду-
щие валы 10, которые своими шестернями 11 соединены с шестернями ведущих звездочек
12. Привод правого цепного контура осуществляется от редуктора 8 через вал 13
и пару шарнирных муфт 14. На бортах ванн
[14]и основаниях опор смонтированы призмы
[15]15, на которые садятся подвижной рамой 5 подвески 16,. после чего подвижная рама
выходит из зацепления с подвесками. При опускании рамы в нижнее крайнее положе5
ние она нажимает на конечный выключатель 17 (фиг.2). От провисания цепей на горизонтальных
участках предохраняют кронштейны 18.
[16]Линия для химической обработки изде0
лий работает следующим образом.
[17]В начале рабочего цикла подвижная рама
находится в крайнем нижнем положении на левых ветвях замкнутых цепных контуров
4. В этот момент одну подвеску 16 с издели5 ями вручную устанавливают в призмы опоры
, стоящей в начале линии и нажимают кнопку пуск пульта управления 3. Линия
начинает работать в автоматическом режиме . Цепные контуры 4, сблокированные ва0
лом 13, системой шестерен 9 и червячным редуктором 8 от электродвигателя 6 через
предохранительную муфту 7 приводятся в движение. При этом подвижная рама 5, шарнирно
скрепленная с цепными контурами 4,
[18]5 совершает перемещение сначала вверх, а
затем вправо, перенося одновременно все подвески 16 на шаг, равный расстоянию
между центрами ванч 1 и опускает их на опорные призмы 15, затем продолжает дви0
жение, выходя из контакта с подвесками 16, делает холостой ход влеоо до крайнего нижнего
положения, нажимает на конечный выключатель 17, выключая двигатель 7 и
включая ультразвуковые или иные вибрато5 ры, подключенные к ваннам. На этом первый
цикл заканчивается. По окончании первого цикла движения подвижной рамы
подвеска с изделиями оказывается в первой ванне и рама готова принять следующую
[19]0 подвеску. После п + 1 циклов, где п равно числу ванн, подвижная рама осуществляет
за время одного цикла одновременно прием подвески с призм опоры, - стоящей в начале
линии; перенос подвесок из ванны в ван5 ну; перенос подвески из последней ванны
на разгрузочные призмы последней опоры. Возможен вариант выполнения линии для
химической обработки изделий. При небольших длинах рамы и переносимых грузах
можно обойтись одинарными цепными
[20]контурами при условии, что центр тяжести рамы с грузом будет находиться под траекторией
, соединяющей цепные контуры, находящиеся по разные стороны линии.
Линии для химической обработки изделий имеет следующие технико-экономические
преимущества. Все металлоконструкции и механизмы вынесены за пределы линии, т.е.
из зоны действия агрессивных сред, что увеличивает срок их службы и позволяет
сохранить чистоту рабочих растворов, что очень важно в оптическом производстве,