[1]Изобретение относится к машиностроению , а именно к способам чистовой обработки
наружной поверхности деталей типа тел вращения, например втулок, колпачков
с цилиндрической конусной и фасоннрй поверхностями , дисков, крышек со сферическим
и плоским дном и т:д.
[2]Известен способ чистовой обработки
наружной поверхности тел вращения при помощи роликовой головки, установленной
в шпинделе станка, перемещающейся вдоль оси обрабатываемой детали от гидропривода
и двух спиральных пружин.
[3]При этом способе деталь неподвижна и
зажата в патроне, а инструмент, вращаясь, перемещается вдоль оси детали, производя/
обкатку поверхности детали.
[4]Недостаток способа заключается в том,
что деталь необходимо зажимать в патроне, в связи с этим усложняется конструкция и
ухудшается качество обработки особенно
[5]тонкостенных деталей. Этот способ не позволяет
обрабатывать детали с фасонной поверхностью: Кроме того, значительно усложняется
механизация загрузки деталей.
[6]Известно также устройство для чистовой
обработки наружных конических поверхностей тел вращения, содержащее
деформирующие ролики, контактирующие с поверхностью нажимной втулки, и подпружиненный
упор, взаимодействующий с торцом детали.
[7]Это устройсво позволяет обрабатывать
деталь без зажимного патрона. Закрепление детали от проворота осуществляется путем
прижима детали к трехгранному центру, при этом неподвижная деталь обкатывается
подвижным инструментом.
[8]Однако трехгранный центр деформирует
деталь, оставляя след. Кроме того, на этом устройстве нельзя обрабатывать детали
с фасонной поверхностью.
[15]Наиболее близким к предлагаемому является
способ ротационного выдавливания, при котором оправка установлена неподвижно
в осевом направлении, на нее плотно надевается цилиндрическая заготовка и давильные
ролики, перемещающиеся в продольном направлении.
[16]Детали должны надеваться на оправку
плотно. Это усложняет автоматизацию способа и требует дополнительной подготовки
внутреннего диаметра заготовки повышенной точности (механообработка, калибровка
, развертка и т.д.). По этому способу нельзя обрабатывать детали, имеющие фасонную
поверхность, а также плоские детали и детали типа колпачков или крышек с-
обрабатываемым сферическим дном. Кроме того, деталь, надетая на оправку даже с натягом
, может проскальзывать на ней при деформации слоя металла между роликами
и оправкой, что снижает качество чистовой обработки.,
[17]Цель изобретения -упрощение процесса обработки и повышение качества дета-
лей за счет уменьшения проскальзывания.
[18]Указанная цель достигается тем, что согласно
предлагаемому способу деталь устанавливается на оправке с зазором, причем
в осевом направлении перемещают оправ- ку, а инструмент закрепляют неподвижно,
при этом параметры обработки выбирают из условия
[21]где m - толщина стенки, мм;
[22]R - радиус оправки, мм;
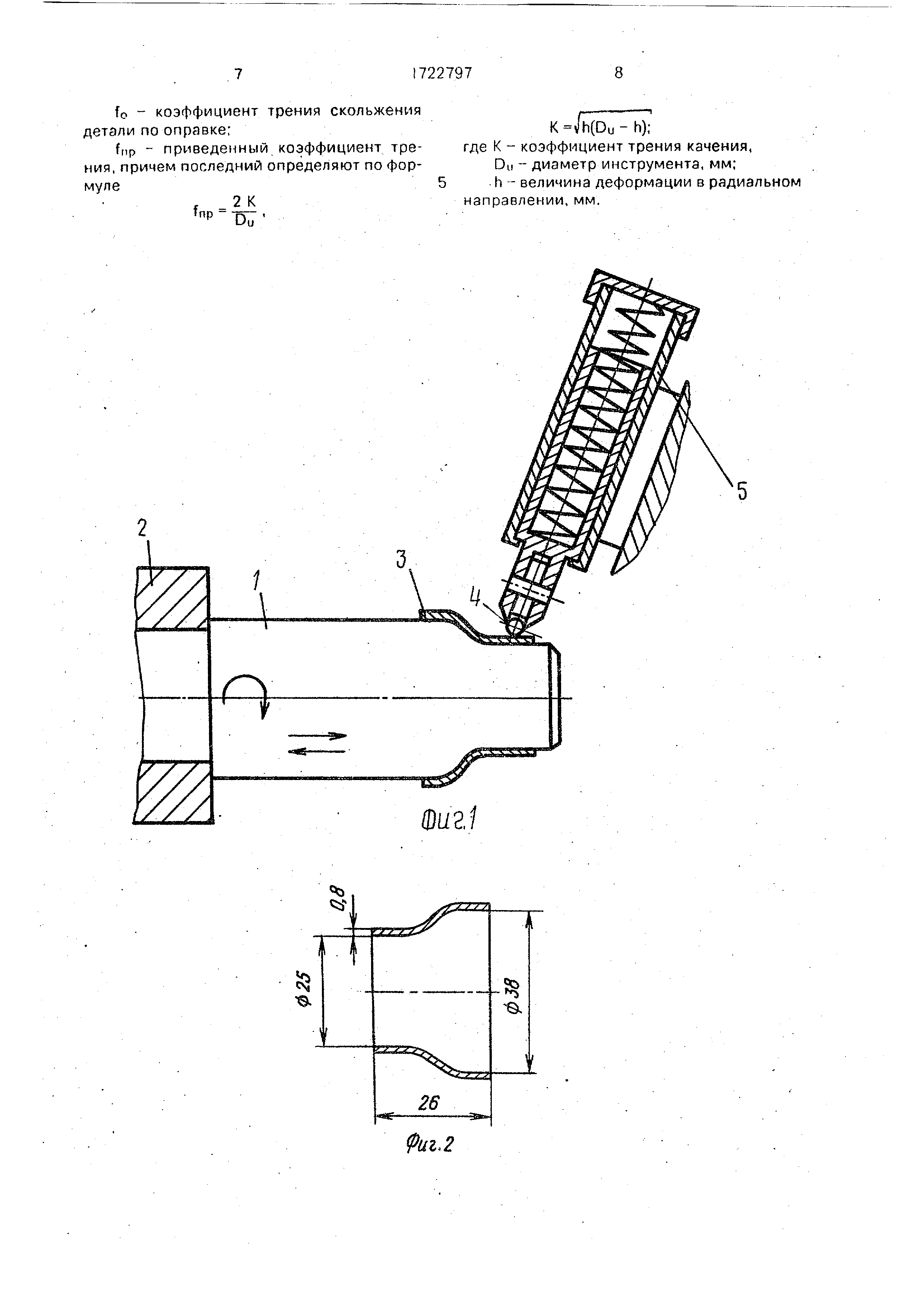
[23]to - коэффициент трения скольжения по оправке;
[24]fnp - приведенный коэффициент трения
, причем последний определяют по формуле
[26] -
h(Du-h); где К- коэффициент трения качения.
[27]DU - диаметр инструмента, мм;
[28]h - величина деформации в радиальном направлении, мм.
[29]Установка детали на оправке с зазором, а так же перемещение .в осевом направлении
оправки при неподвижно закрепленноминструментепозволяют автоматизировать технологический процесс
простейшими средствами. Выбор параметров из приведенного условия
позволяет уменьшить проскальзывание детали на оправке, что приводит к повышению качества,
[30]На.фиг. 1 представлена схема реализации способа на фасонной детали; на фиг. 2
- обрабатываемая деталь с фасонной поверхностью; на фиг. 3 - схема реализации
[31]способа на колпачковой детали; на фиг. 4 - деталь колпачкового типа; на фиг. 5 - схема
реализации способа на детали типа диска; на фиг. 6 - деталь типа диска.
[32]Способ осуществляется следующим об0 разом.
[33]Оправка 1 (см. фиг. 1), зажатая в патроне
2 силовой головки, приводится во вращение . На гладкую рабочую часть оправки 1
надевается обрабатываемая деталь 3. и ей
[34]5 вместе с деталью сообщается осевое движение
с определенной подачей. На пути их движения деталь 3 своей внешней поверхностью
с определенным радиальным усилием входит . в- контакт стариком 4
[35]0 неподвижно закрепленного накатного инс- трумента5. При дальнейшем движении происходит
чистовая обкатка наружной поверхности детали. При этом сила трения
внутренней поверхности детали с поверхно5 стью оправки больше, чем числа трения наружной
поверхности детали с накатным шариком. Разности этих сил достаточно для
удержания детали от проворота на оправке без дополнительного зажима. По окончании
[36]0 обработки после схода шарика с поверхности детали осевая составляющая силы прижима
шарика сбрасывает деталь с оправки, не требуя дополнительного для сьема устройства
. После обкатки шероховатость по5 верхности уменьшается в 20-30 раз, при
этом внутренний диаметр при обкатке одним шариком несколько увеличивается, а
при обкатке несколькими шариками (по схеме фиг. 3) внутренний диаметр детали мало
[37]0 отличается от диаметра оправки.
[38]При чистовой обкатке торцовой поверхности
по схеме фиг. 5 деталь 1 (фиг. 6) устанавливается на вращающуюся оправку 2,
зажатую в шпиндель силовой головки, и
[39]5 подводится к подпружиненной державке 4
со свободно размещенным на ней многороликовым сепаратором 5. При соприкосновении
торца детали с роликами 6 происходит чистовая обкатка торцовой поверхности де0
тали 1. Возникающие при обкатке силы трения детали 1 с торцом оправки 2 больше,
чем силы трения между роликами 6 и обкатываемой поверхностью детали 1, поэтому
они удерживают деталь 1 от проворота от5 носительно оправки 2.
[40]П р и м е р 1. Для проверки отсутствия проворота детали, подвергаемой чистовой
обкатке, при ее установке на оправке с зазором не имеет значения,-перемещается ли
в осевом направлении оправка с деталью
[41]при неподвижном инструменте или наоборот . Поэтому чистовая обкатка поверхности
детали (фиг. 2) производилась на токарном станке ТВ 320. Рабочая часть оправки 1 (фиг.
1) была выполнена по внутреннему контуру детали с допуском дб, имела шероховатость
Ra 0,8 мкм и твердость HRC3 45-50. Наименьший диаметр оправки 25 мм. Деталь -
заготовка, штампованная из латунной ленты толщиной m 0,8 мм, имела шероховатость Ra 6,3 мкм. Требуемая
шероховатость детали Ra 0,4 мкм. Коэффициент трения стали по латуни f0 0,15. Диаметр
шарика 8 мм. Вначале деталь проверялась на соответствие условию
[42]т,().
прВеличина деформации: h 6,3 мкм - 0,4 мкм 5,9 мкм, принимает h 6 мкм.
Коэффициент трения качения
[43]К v h(Du-h) 0,006(8-0,006) 0,22 мм.
Приведенный коэффициент трения 2 К 2.0,22 .--
[45]Наибольшая допустимая толщина стенки детали, исключающая проворачивание
[48]Так как толщина стенки детали 0,8 мм, то
деталь проворачиваться не будет.
[49]Затем проводилась практическая проверка
, Оправку зажимали в патроне шпинделя , а шариковый накатной инструмент - в
резцедержателе станка. На оправку свободно надевали деталь-заготовку. Оправке сообщали
1600 об/мин, а суппорту - подачу 0,08 мм/об. Усилие поджима шарика 10-15
кг. Шарик смазывали машинным маслом. После схода в конце обработки шарика с
поверхности детали деталь отстреливалась, снимаясь с оправки на 0,5-1 м. Замеры шероховатости
на профилометре модели 253 показали величину Ra 0,1...0,05 мкм-. Увеличение
внутренних размеров - до 0,3 мм. При обработке проскальзывания детали на оправке не наблюдалось.
[50]. Проверка этой же детали с теми же режимами на сверлильном станке показала
аналогичные результаты.
[51]Пример 2. Проводили испытание по
схеме фиг, 3 на детали колпачкового типа (фиг, 4) на токарном станке ТВ 320. Оправка
2 имела рабочую часть с конусом, равным конусу готовой детали. Шероховатость оправки
, ее твердость, а так же режимы обработки и последовательность действий такие
же, как в примере 1. Накатной инструмент имел три равномерно расположенных поокружности подпружиненных шарика. Съем детали происходит с отстреливанием.
Внутренние диаметры после обкатки близки к рабочим размерам оправки и более
5 стабильны, чем при обкатке одним шариком . Шероховатость после обкатки ,2-
0,1 мкм. Проскальзывания детали на оправке не наблюдалось.
[52]Пример 3. Проводили испытание по 0 сх.еме фиг. 5 на плоской детали типа диска
(фиг. 6) с использованием токарного станка ТВ 320. Оправка 2 не была термообработа-
на и имела шероховатость торца Ra 6,3 мкм. Державка 4 имела твердость HRC3 55
[53]5 60 с шероховатостью торца Ra 0,8 мкм. Осевое усилие пружин 15-20 кг. В-сепараторе
5 размещалось три ролика 6 диаметром 6 мм с шероховатостью Ra 0,05 мкм.
На оправку 2 устанавливали деталь 1, сма0 занную с обрабатываемого торца машинным
маслом и имеющую шероховатость Ra 3,2 мкм. Оправка 2, зажатая в патроне
шпинделя, вращалась с частотой 900 .об/мин. Подачей пиноли задней бабки де5
ржавка 4, зарепленная в ней, подводилась до соприкосновения роликов 6 с деталью.
Выдержка обкатки при сжатых пружинах составляла 2 с. Затем производили отвод
пиноли. После обкатки деталь имела шеро0 ховатость Ra 0,2-0,1 мкм. Проскальзывания
детали, установленной без зажима, относительно опарки не было.
[54]Проведенные испытания показали высокое качество.обработанной поверхности.
[55]5 что свидетельствует о том, что чистовую обработку поверхности деталей - тел вращения
можно производить без зажима их установкой с зазором на оправках. Формула изоб ре тения
[56]0Способ чистовой, обработки поверхности деталей типа тел вращения,.при котором
оправка по форме внутреннего контура . детали установлена с возможностью вращения
и закреплена консольно, а пластиче5 ское деформирование осуществляют
относительным осевым перемещением элемента пары инструмент - оправка со стороны
свободного конца оправки, отличающийся тем, что, с целью упрощения про0
цесса обработки и повышения качества деталей путем уменьшения проскальзывания,
деталь устанавливают с зазором на оправке , причем в осевом направлении перемещают
оправку, а инструмент закрепляют
[57]5 неподвижно, при этом параметры обработки
выбирают из условия
[60]где m - толщина стенки детали, мм; R - радиус оправки, мм;
[61]fo - коэффициент трения скольжения детали по оправке;
[62]fnp - приведенный коэффициент трения
, причем последний определяют по формуле
[64](Du-h); где К - коэффициент трения качения,