[1]Изобретение относится к металлообработке
, может быть использовано при закреплении заготовок на токарных j круглошлифовальных станках, является
усовершенствованием устройства по авт.св. № 1144795.
[2]Цель изобретения - повьппение точности
закрепления посредством исключения осевого перемещения закрепляемой заготовки.
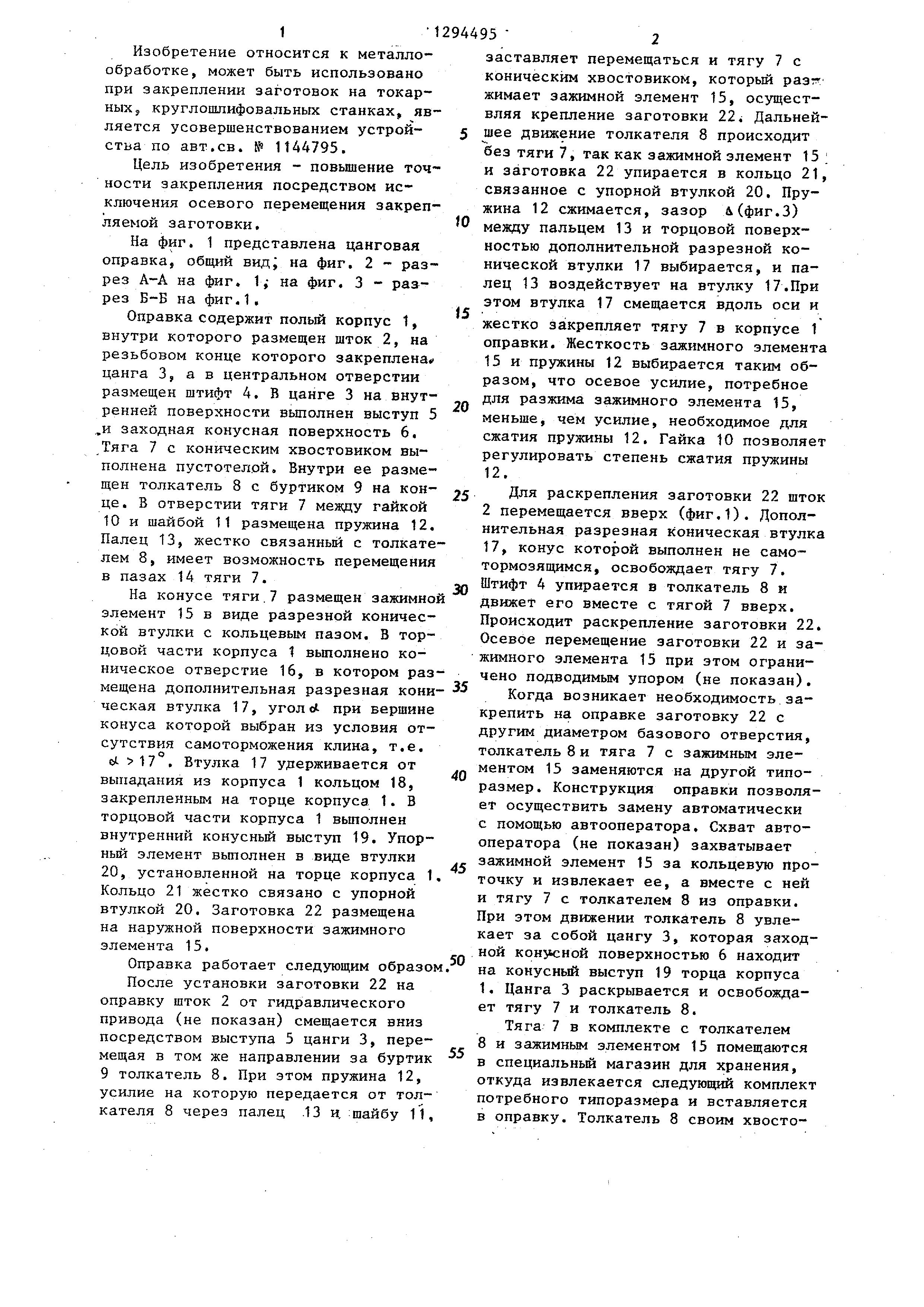
[3]На фиг. 1 представлена цанговая оправка, общий вид на фиг. 2 - разрез А-А на фиг. 1,- на фиг. 3 - разрез
Б-Б на фиг.1.
[4]Оправка содержит полый корпус 1, внутри которого размещен шток 2, на
резьбовом конце которого закреплена цанга 3, а в центральном отверстии
размещен штифт 4. В цанге 3 на внутренней поверхности вьшолнен выступ 5
„и заходная конусная поверхность 6. Тяга 7 с коническим хвостовиком выполнена
пустотелой. Внутри ее размещен толкатель 8 с буртиком 9 на конце . В отверстии тяги 7 между гайкой
10 и шайбой 11 размещена пружина 12. Палец 13, жестко связанньй с толкателем
8, имеет возможность перемещения в пазах 14 тяги 7.
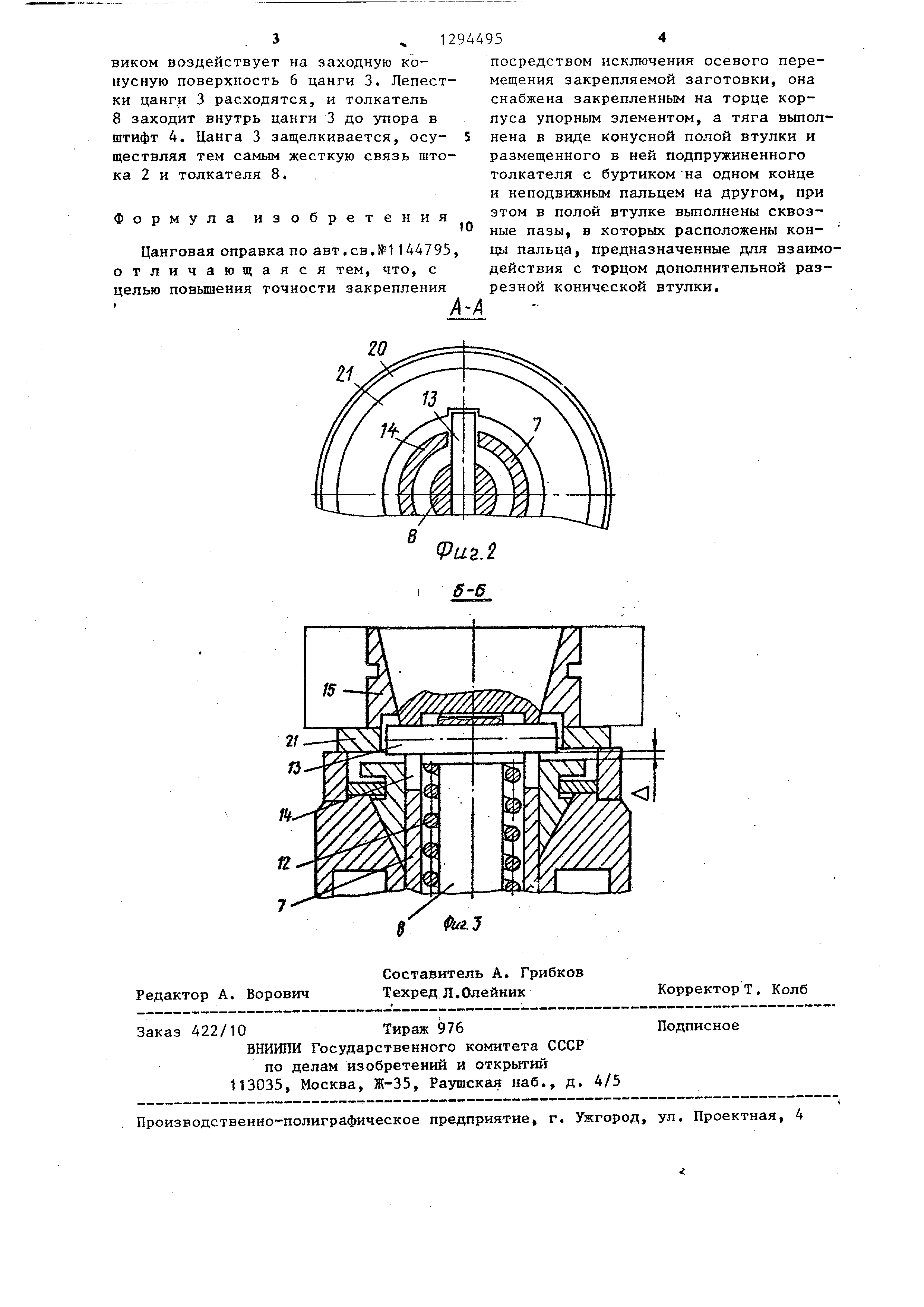
[5]На конусе тяги.7 размещен зажимно
элемент 15 в виде разрезной конической втулки с кольцевым пазом. В торцовой
части корпуса 1 вьтолнено коническое отверстие 16, в котором размещена
дополнительная разрезная коническая втулка 17, угол с, при вершине
конуса которой выбран из условия отсутствия самоторможения клина, т.е.
Ы 17°. Втулка 17 удерживается от выпадания из корпуса 1 кольцом 18,
закрепленным на торце корпуса 1. В торцовой части корпуса 1 вьшолнен
внутренний конусньй выступ 19. Упорный элемент вьшолнен в виде втулки
20, установленной на торце корпуса 1 Кольцо 21 жестко связано с упорной
втулкой 20. Заготовка 22 размещена на наружной поверхности зажимного элемента 15,
[6]Оправка работает следующим образо После установки заготовки 22 на оправку шток 2 от гидравлического
привода (не показан) смещается вниз посредством выступа 5 цанги 3, перемещая
в том же направлении за буртик 9 толкатель 8. При этом пружина 12,
усилие на которую передается от толкателя 8 через палец .13 и. :шайбу 11
[16]заставляет перемещаться и тягу 7 с
коническим хвостовиком, который раз жимает зажимной элемент 15, осуществляя
крепление заготовки 22 Дальнейшее движение толкателя 8 происходит
без тяги 7, так как зажимной элемент 15 и заготовка 22 упирается в кольцо 21,
связанное с упорной втулкой 20. Пружина 12 сжимается, зазор &(фиг.З)
между пальцем 13 и торцовой поверхностью дополнительной разрезной конической
втулки 17 выбирается, и палец 13 воздействует на втулку 17.При этом втулка 17 смещается вдоль оси и
[17]жестко закрепляет тягу 7 в корпусе 1 оправки. Жесткость зажимного элемента
15 и пружины 12 выбирается таким образом , что осевое усилие, потребное
для разжима зажимного элемента 15, меньше, чем усилие, необходимое для
сжатия пружины 12. Гайка 10 позволяет регулировать степень сжатия пружины 12.
[18]Для раскрепления заготовки 22 шток 2 перемещается вверх (фиг.1). Дополнительная
разрезная коническая втулка 17, конус которой выполнен не самотормозящимся , освобождает тягу 7.
Штифт 4 упирается в толкатель 8 и движет его вместе с тягой 7 вверх.
Происходит раскрепление заготовки 22. Осевое перемещение заготовки 22 и зажимного
элемента 15 при этом ограничено подводимым упором (не показан).
[19]Когда возникает необходимость закрепить на оправке заготовку 22 с
другим диаметром базового отверстия, толкатель 8 и тяга 7 с зажимным элементом
15 заменяются на другой типоразмер . Конструкция оправки позволяет осуществить замену автоматически
с помощью автооператора. Схват автооператора (не показан) захватывает
зажимной элемент 15 за кольцевую проточку и извлекает ее, а вместе с ней
и тягу 7 с толкателем В из оправки. При этом движении толкатель 8 увлекает
за собой цангу 3, которая заход- ной поверхностью 6 находит на конусный выступ 19 торца корпуса
1. Цанга 3 раскрывается и освобождает тягу 7 и толкатель 8.
[20]Тяга 7 в комплекте с толкателем 8 и зажимным элементом 15 помещаются
в специальньй магазин для хранения, откуда извлекается следующий комплект
потребного типоразмера и вставляется в оправку. Толкатель 8 своим хвостовиком воздействует на заходную конусную поверхность 6 цанги 3. Лепестки цанги 3 расходятся, и толкатель
8 заходит внутрь цанги 3 до упора в штифт А. Цанга 3 защелкивается, осу- 5
ществляя тем самым жесткую связь штока 2 и толкателя 8.
[22]Цанговая оправка по авт.св.№1144795, отличающаяся тем, что, с целью повышения точности закрепления
[23]посредством исключения осевого перемещения закрепляемой заготовки, она
снабжена закрепленным на торце корпуса упорным элементом, а тяга вьтол-
нена в виде конусной полой втулки и размещенного в ней подпружиненного
толкателя с буртиком на одном конце и неподвижным пальцем на другом, при
этом в полой втулке вьтолнены сквозные пазы, в которых расположены кон-
цы пальца, предназначенные для взаимодействия с торцом дополнительной разрезной конической втулки.
[28]Составитель А. Грибков Техред Л.Олейник
[29]Заказ 422/10Тираж 976
[30]ВНИИПИ Государственного комитета СССР
[31]по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
[32]Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
[34]Подписное