[1]11 Изобретение относится к устройствам для предварительной подготовки
металлошихты к плавке путем предвар . тельного подогрева и загрузки шихты в плавильную печь,
Известна линия загрузки шихты в плавильную печь, содержащая участок хранения шихты в виде закромов и
бункерной эстакады, выполненной в виде установленных по раме бункеров с дозаторами смесителя и ленточного
конвейера, транспортное средство доставки шихты в плавильную печь, вьтолненное из механизма для подачи
шихты с участка хранения в печь подогрева , состоящего из установленног
с возможностью движения вдоль закромов и подхода к ленточному конвейеру
крана, снабженного магнитной шайбой с весовым устройством для набора маг
нитных составляющих шихты, и укороченной стойки, расположенной выше уровня пола и подвижно связанной с
рельсами пола удлиненной стойки, рам которой шлполнена в виде рольганга
установки кабеля на кран, печь подогрева шихты, корпус которой выполнен
в виде резервуара с крышкой, внутри которого расположен кюбель с механизмом
раскрытия его днища, установленные вдоль закромов по всей их длине рольганги снятия с крана кюбеля„
монорельсовую дорогу с тележкой, установленной на блоках рамы, снабженной клещевым зажимом, скиповый
подъемник И кран-оператор с жестким захватом, снабженный крюком и штоком
кинематически связанньм с дном кюбеля С13. Недостатком указанной линий явля
ется наличие в ней большого количест ва дере даточйЫх механизмов, что снижает
надежность eie работы и производительность . Кроме того, наличие одн позиционной печИ подогрева шихты не
позволяет организовать дожигание отходящих газов при нагреве замасленно
шихты и использовать тепло масла на подогрев, что загрязняет атмосферу и увеличивает расход энергии.
Наиболее близкой tio технической сущности и достигаемому результату является линия иодо грева и загрузки
шихты в Ш1авильную печь, содержащая участок хранения ваосты в виде установленных
на эстакаде бункеров с доз торами,, скиповый подъемник, устройство для подогрева йихты и транспорт
3 ное средство доставки и загрузки подогретой шихты в плавильную печь f2.
Недостатком известной линии является наличие одной позиции загрузки и нагрева шихты на две индукционные
печи и применение крана дпя выгрузки подогретой шихты в печь. Такая система
вынуждает применять встречное движение бадей с шихтой с позиций загрузки
и подогрева. Применение крановой загрузки шихты в индукционные печи не позволяет автоматизировать
процесс, а при наличии одной позйции подогрева при использовании замасленной
шихты загрязняется атмосфера, и увеличивается расход энергии, так как невозможно организовать дожигание
вредных выбросов отходящих газов и использовать теплодожигание дпя подогрева шихты.
Целью изобретения является повышение производительности труда, снижение расхода знергии.
Поставленная цель достигается тем, что линия подогрева и загрузки шихты
в плавильную печь, ч;одержащая участок хранения шихты в виде установленных
на эстакаде бункеров с дозаторами, скиповый подъемник, устройство для
подогрева шихты и транспортное средство доставки и загрузки подогретой
шихты в плавильную печь, снабжена напольным автоматическим манипулятором
с вилочным захватом для бадей, расположенным между устройством для
подогрева шихты и штавильйой печью, а устройство подогрева щихты выполнено
в виде трехпозиционной карусели с совмещенными позициями загрузки холодной и выгрузки подогретой
шихты и двух позиций подогрева, снабженньгк двумя горелочными устройствами .
Манипулятор с каруселью сочленен через подпружиненный толкатель и конечный выключатель, что позволяет
автоматически согласовать циклы за- грузки шихты в бадью их скИпа, подогрева
шихты и дожигания выбросов, выгрузку подогретой шихты s/индукционную
печь и возврат под загрузку порожних бадей, Результатом этого является
комплексная автоматизация процесса загрузки и подогрева шихты, что
позволяет повысить производительность труда и снизить расход энергии на
плавление металла в большей степени, чем это возможно при работе Названных
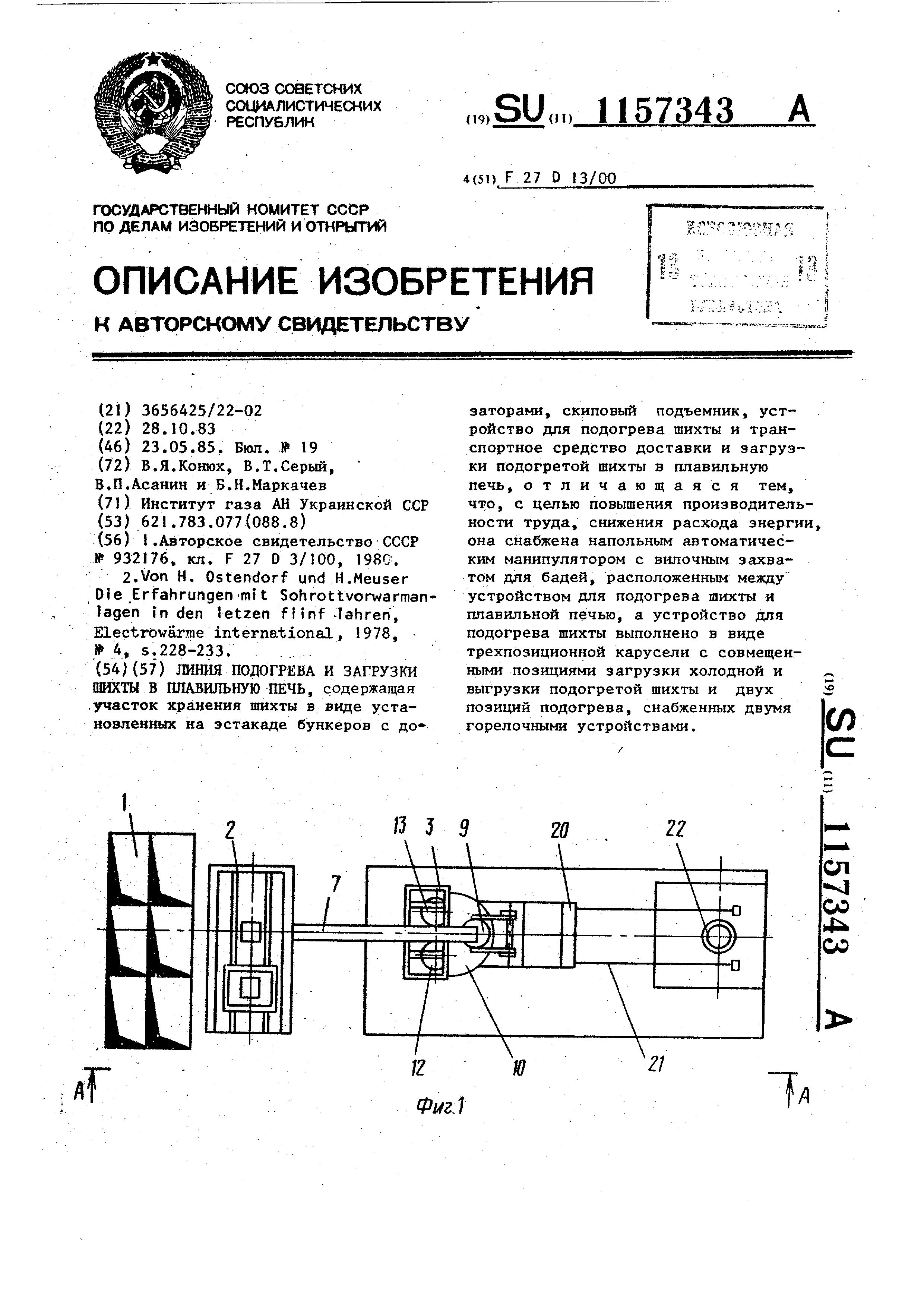
составных частей линия отдельно. На фиг.1 изображена линия, вид
сверху; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - узел установки бадьи на установку подогрева; на
фиг.4 - техничес сая схема процесса нагрева. Линия включает в себя участок
хранения и дозирования йшхты в виде закромов 1, эстакады 2 с бункерамидозаторами 3, над которыми расположен
кран 4 с магнитной шайбой 5 и ве совым устройством 6 для набора магНИТ1ШХ состазлякщих шихты. С эстакадой
2 соединен скиповый подъемник 7 с воронкой 8, установленной на противоположном конце подъемника. Ворон
ка размещена над бадьей 9, располага ющейся на карусели 10 в гнезде 11
на позиции загрузки холодной и выгру ки подогретой шихты. Кроме того, на
карусели по ее окружности располагаю ся еще две бадьи в гнездах 2 и 13,
сочлененных в верхней части с подвиж ными горелочнь «я устройствами 14 и
15. В гнезде 11 - 13 карусели вмонти рован толкатель 16 с пружиной 17 и
шляпкой 18. Под толкателем установле конечный выключатель 19. Между каруселью
10 и плавильной печью на рельсах установлен автоматический манипу лятор 20 с вилочным захватом, связа
ньй в процессе работы с одной сторон с плавильной печью, а с другой - с каруселью..
Линия работает следуюпщм образом . Магнитная шихта из закромов 1
краном 4 при помощи магнитной шайбы 5 и весового устройства 6 набирает;
ся в бункер-дозатор 3, откуда пересьтается в тележку скипового подъемника
7. Отобранная доза шихты высыпается через воронку 8 в бадью 9, установленную на карусели 10 в гнезде
11. После загрузки бадьи карусель поворачивается на 120°, загружается новая бадья ит.д.После загрузк
трех бадей,бадьи в гнехдах12 и 13 накрываются горелочными устройствами
14 и 15 включается топливо. ОбразуЮщиеся продукты сгорания дымососом протягиваются через слой шихты
в бадье в гнезде 12, образоьанные 434
пары масел и другие вредные газы дожигаются в горелочном устройстве 15 и
просасываются через слой шихты в бадье в гнезде 13. При достижении заданной температуры шихты горелочные
устройства 14 и 15 отключаются, карусель 10поворачивается на 120. При этом -бадья со свежей шихтой
становится в гнездо 12, обезмасленная шихта поступает в гнездо 13,
а на позицию гнезда 11 поступает подогретая шихта. После горелочные устройства опускаются на бадьи в
гнездах 12 и 13, включается топливо и повторяется операция нагрева с обезмасливанием шихты, дожигания
выбросов, окончательного нагрева шихты. Одновременно манипулятор 20
вилочным захватом берет бадью с горячей шихтой из гнезда 11; передвигается
по рельсам 2 и выгружает ее в плавильную печь 22. Специально предусмотренная блокировка
сигнаЛизирует на отсутствие бадьи 9 в гйезде 11, что не позволяет включение скипового подъемника 7.
После выгрузки -iпорожнюю: бадью возвращают на карусель 10, устанавливая
ее на гнездо 11, и дается сигнал на включение скипового подъемника для загрузки шихты в бадью.
Предлагаемая линия имеет следующие преимущества: наличие вращающейся карусели исключает
встречные потоки шихты, что повьш1ает производительность труда; использование совмещенных позиций
загрузки и выгрузки шихты, сдвоенной позиции нагрева позволяет устранить
вредные выбросы в атмосферу и уменьшить расход топлива на нагрев
за счет использования тепла дожигания горючих вредных газов; автоматизация процесса загрузки и
подогрева шихты позволяет повысить производительность труда и снизить
расход энергии на плавление металла в большей степени, чем это достигается
при работе узлов линии отдельно. Для обслуживания линии не требуется
оператор, а цикл нагрева и загрузки шихты сокращается на 12%. f(
[2]%г.2
П57343 , , /