[1]Изобретение относится к абразивной обработке материалов и может быть использовано для контроля давящих и режущих вершин абразивных зерен, оставивших след на обработанной поверхности.
[2]Известно микростереофотограмметрическое исследование [Сильвестров В.Д. Безалмазная правка шлифовальных кругов - М.: Оборонгиз, 1955, - 10 с.]. В данном исследовании после правки поверхность шлифовального круга фотографируется через бинокулярный микроскоп и производится фотографирование специальной масштабной линейки для определения масштаба фотоснимков. Микроскоп устанавливается на станке и производится фотографирование. Дальнейшая обработка снимков производится на прецизионном стереометре.
[3]Недостатком данного метода является необходимость изготовления большого количества фотоснимков участков поверхности для выявления рельефа поверхности, а также недостоверность полученных со снимков данных.
[4]Известен метод шлифования лысок [Сильвестров В.Д. Безалмазная правка шлифовальных кругов - М.: Оборонгиз, 1955 г., - 21 с.], который заключается в том, что на зеркально доведенном цилиндрическом образце, установленном неподвижно в центрах круглошлифовального станка, сошлифовывается лыска. Образующаяся при этом поверхность лыски представляет совокупность следов всех выступающих зерен вращающегося круга. Линия пересечения поверхностей лыски и образца очерчивает неровности круга, которые изучаются в отраженном и увеличенном виде на лыске. Лыски, полученные шлифованием, изучаются и фотографируются на микроскопе с увеличением 60 крат, в затемненном поле.
[5]Недостатком методики, использованной в данном исследовании, является трудоемкость реализации способа за счет фотографирования полученной поверхности на микроскопе, а также недостоверность полученных данных, потому что количественная оценка вершин зерен проводится по фотографиям.
[6]Наиболее близким и принятым за прототип является метод определения числа контактирующих вершин зерен по профилограмме обработанной поверхности [Носенко, В.А. Методика расчета распределения вершин зерен на рабочей поверхности шлифовального круга по профилограммам шероховатости обработанной поверхности / В.А. Носенко, Е.В. Федотов, Л.К. Морозова // Изв. ВолгГТУ. Серия "Прогрессивные технологии в машиностроении". Вып. 10: межвуз. сб. науч. ст. / ВолгГТУ. - Волгоград, 2013. - №20(123). - C. 45-47.]. Общее число контактирующих вершин зерен, рассчитывают по координатам впадин профиля с учетом неравенств:
[7]
[8]где yi - предыдущая точка из набора данных;
[9]yj - проверяемая координата;
[10]yi+1 - последующая точка из набора данных;
[11]k - порог чувствительности прибора.
[12]Недостатком метода является неточность полученных результатов обработки профилограммы, так как при расчете не учитываются грубые ошибки в координатах профилограммы. А также определение только общего количества зерен, без разделения на давящие и режущие.
[13]Задачей изобретения является разработка способа, позволяющего определить количество режущих и давящих вершин абразивных зерен, оставивших след на обработанной поверхности.
[14]Технический результат - повышение точности определения количества зерен, участвующих в образовании профиля обработанной поверхности.
[15]Технический результат достигается при использовании способа определения количества давящих и режущих вершин зерен абразивного инструмента, включающего проверку координат профилограммы на значимость, исключение незначимых значений координат из расчета и определение общего количества вершин зерен, оставивших след на обработанной поверхности, причем перед проверкой координат профилограммы на значимость, определяют и исключают из всей выборки ошибочные координаты, в процессе проверки на значимость среди оставшихся координат определяют местные впадины профиля, из которых выделяют впадины профиля, соответствующие условию:
[16]
[17]где yi - предыдущая точка из набора значений координат,
[18]yi+1 - последующая точка из набора значений координат,
[19]а количество давящих и режущих зерен определяют следующим образом:
[21]где Zp - количество вершин режущих зерен, шт.
[22]n - количество впадин профиля, шт.,
[24]где Zд - количество давящих зерен, шт.,
[25]nм - количество местных впадин профиля, шт.,
[26]n - количество впадин профиля, шт.
[27]Предварительная проверка координат профилограммы, которые предположительно являются грубой ошибкой «промахом», позволяет исключить ошибки из расчета и использовать в последующей обработке только достоверные значения координат, что позволит получить более точные результаты расчетов.
[28]Определение в процессе проверки на значимость среди оставшихся координат местных впадин профиля, из которых выделяют впадины профиля, обеспечивает более точное определение количества давящих и режущих зерен, участвующих в образовании профиля обработанной поверхности.
[29]Разделение зерен на давящие и режущие позволяет контролировать износ инструмента в процессе обработки, поскольку уменьшение количества режущих зерен свидетельствует об увеличении работы трения и температуры, а, следовательно, и ухудшении качества обрабатываемой поверхности.
[30]Заявленный способ дает возможность определять по профилограммам количество зерен, участвующих в образовании профиля обработанной поверхности, что позволяет контролировать ее качество в процессе обработки, поскольку уменьшение количества режущих зерен свидетельствует об увеличении работы трения и температуры. Анализ данных профилограммы можно проводить не только после окончания обработки поверхности, но также после любого из проходов абразивного инструмента. Тем самым можно контролировать количество зерен в течение всего процесса обработки.
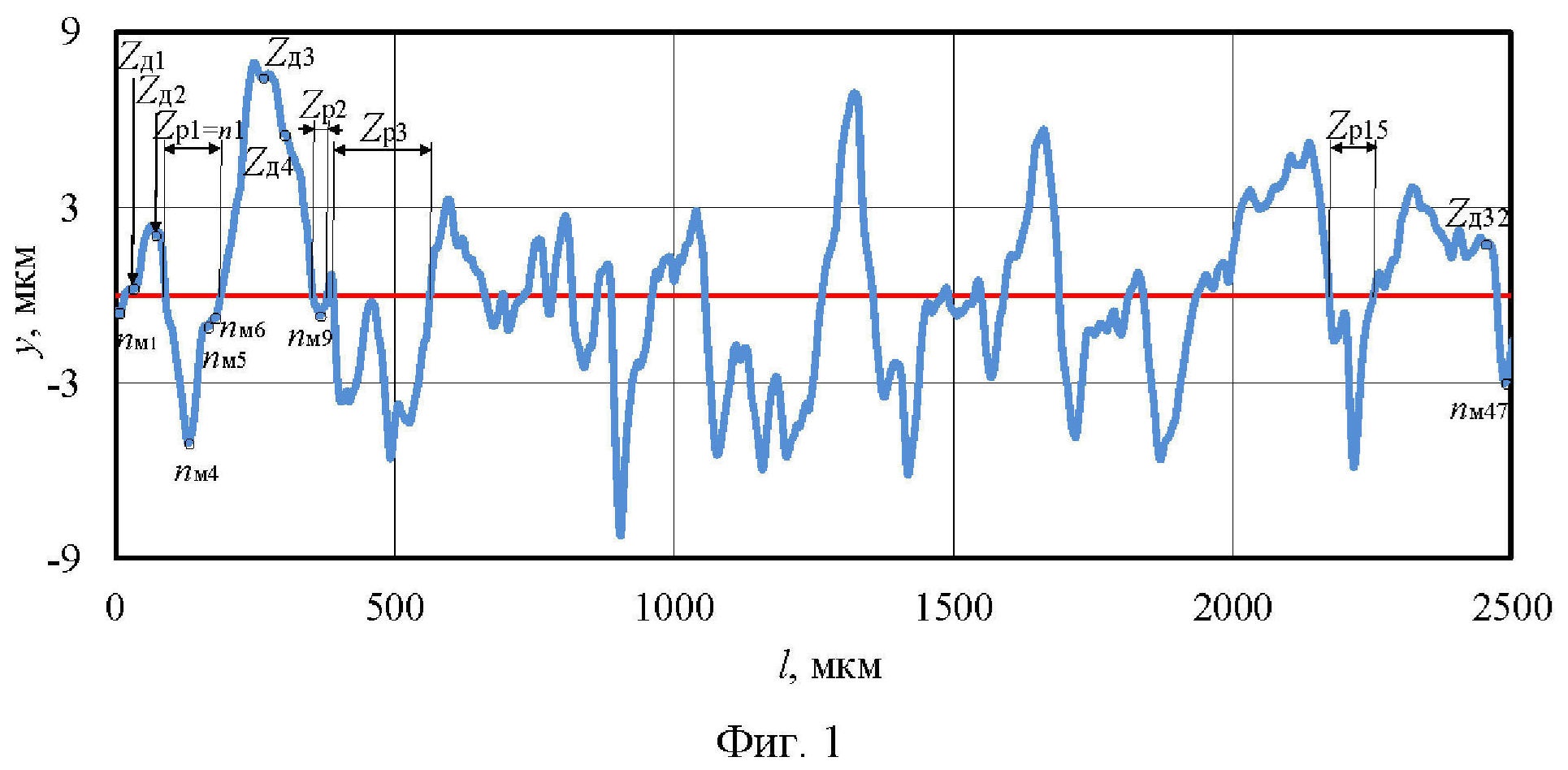
[31]На фиг. 1 представлена профилограмма обработанной поверхности стали ШХ15 абразивным инструментом 25AF46N8V.
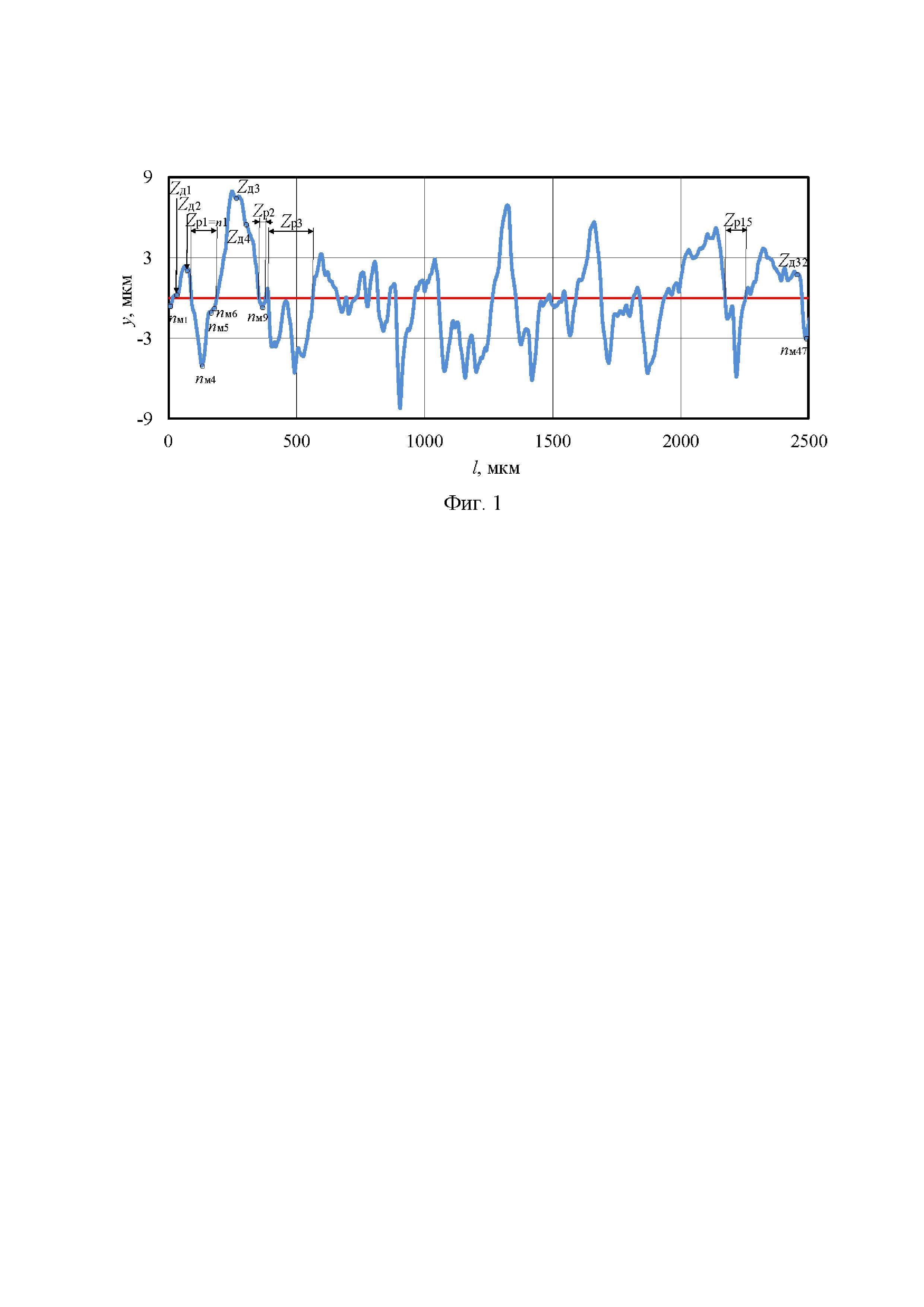
[32]На фиг. 2 представлена профилограмма обработанной поверхности стали Р6М5 абразивным инструментом 25AF120M9V.
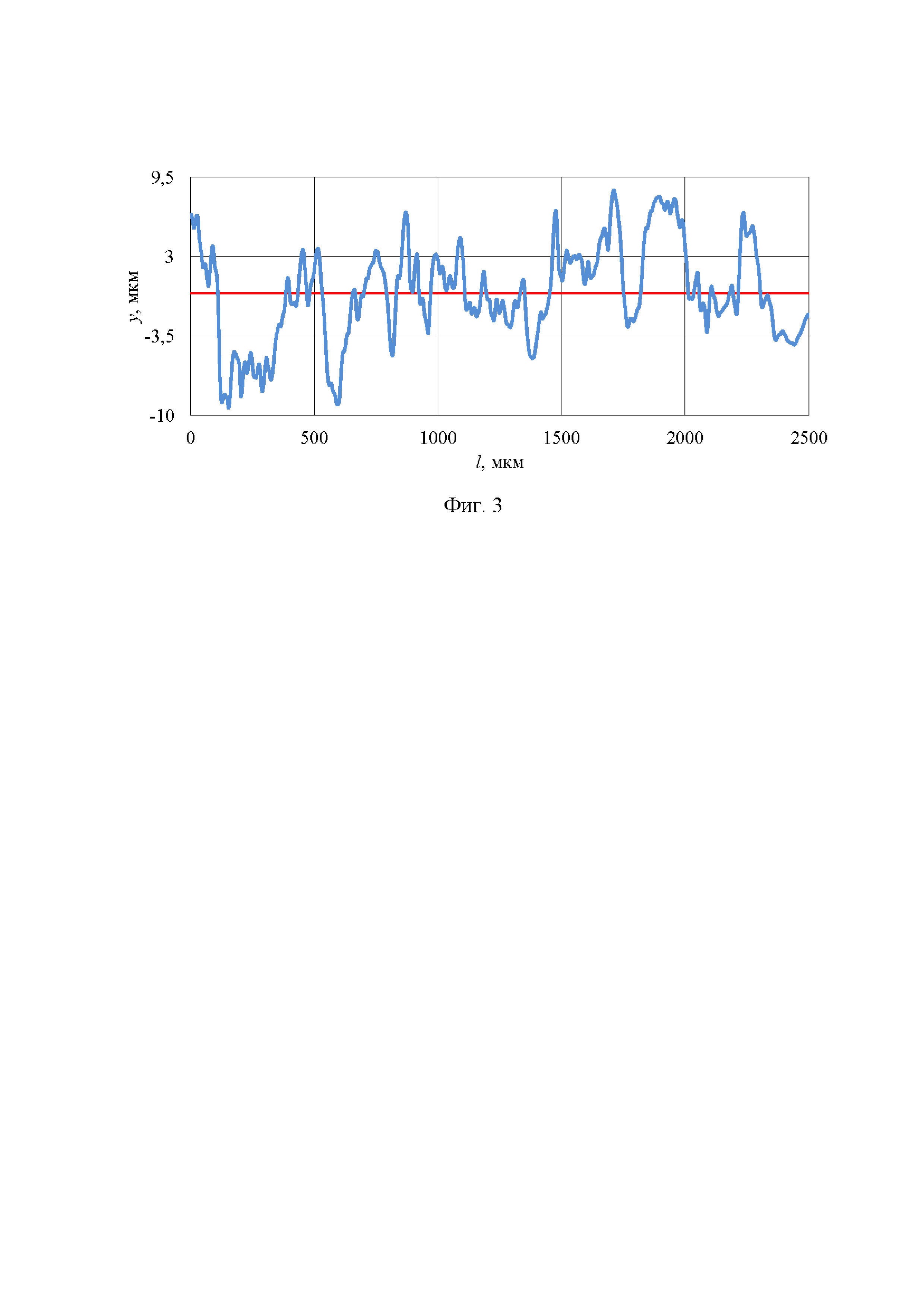
[33]На фиг. 3 представлена профилограмма обработанной поверхности стали 12Х18Н10Т абразивным инструментом 25AF46L6V.
[34]Способ определения количества давящих и режущих вершин зерен абразивного инструмента реализуется следующим образом.
[35]После абразивной обработки материала с помощью профилометра получаем координаты профилограммы обработанной поверхности. Для определения на рабочей поверхности абразивного инструмента количества режущих и давящих вершин абразивных зерен выполняется дополнительная математическая обработка координат профилограммы.
[36]Определяем «промахи» из всей выборки полученных координат. Для определения промахов используем критерий «правило трех сигм».
[37]Сначала рассчитываем среднее арифметическое значение всей выборки:
[38] ,
,
[39]где yj- j-я координата выборки,
[40]m - общее количество значений координат выборки.
[41]Находим среднеквадратическое отклонение координат выборки:
[42] ,
,
[43]где yср- среднее арифметическое значение всей выборки,
[44]yj- j-я координата выборки,
[45]m - общее количество значений координат выборки.
[46]Проверяем координаты, которые предположительно являются грубой ошибкой «промахом» (значения этих координат, наиболее отличаются от среднего арифметического) по формуле:
[48]где yср- среднее арифметическое значение всей выборки,
[49]yo-замер, который предположительно является грубой ошибкой «промах»,
[50]s - среднеквадратическое отклонение,
[51]k - величина для определения промахов, зависящая от общего количества полученных по профилограмме координат.
[52]Для определения промахов величина k выбирается взависимости от общего количества n полученных по профилограмме координат:
[53]k = 3, если n = 20…55
[54]k = 3,5, если n = 56…250
[55]k = 4, если n = 251…1700
[56]k = 4,5, если n = 1701…10000
[57]После определения промахов и их удаления из анализируемой выборки координат, необходимо произвести проверку оставшихся координат на «значимость».Проверяем координаты профилограммы на значимое изменение по формуле:
[58]
[59]где yi - предыдущая точка из набора данных,
[60]yj - проверяемая координата,
[61]kz- погрешность измерительного устройства.
[62]Все незначимые координаты исключаются из выборки.
[63]Далее определяют количество впадин профиля и количество местных впадин профиля. Учитывая, что впадины профиля, согласно ГОСТ Р ИСО 4287-2014 [ГОСТ Р ИСО 4287-2014 Геометрические характеристики изделий (GPS). Структура поверхности. Профильный метод. Термины, определения и параметры структуры поверхности. Введ. 2016-01-01. М.: Стандартинформ, 2019. 20 с.] - часть оцениваемого профиля, направленная внутрь (от окружающей среды к материалу), соединяющая две соседние точки пересечения оцениваемого профиля с осью X. Местная впадина профиля по ГОСТ 25142-82 [ГОСТ 25142-82 Шероховатость поверхности. Термины и определения (с Изменением N 1) Введ. 1983-01-01. М.: Издательство стандартов, 2018. 13 с.] - часть профиля, которая находится между двумя соседними максимумами местного профиля.
[64]Определяем местные впадины профиля nм, образованные вершинами режущих и давящих зерен:
[65]
[66]где yi - предыдущая точка из набора значений координат,
[67]yj - проверяемая координата,
[68]yi+1 - последующая точка из набора значений координат.
[69]Количество впадин профиля n определяем по полученным координатам местных впадин. Рассчитываем, какое количество, раз координаты профилограммы пересекают среднюю линию профиля, должно выполняться условие:
[70]
[71]где yi - предыдущая точка из набора значений координат,
[72]yi+1 - последующая точка из набора значений координат.
[73]Исходя из того, что по характеру воздействия на обрабатываемую поверхность заготовки вершины абразивных зерен разделяются на режущие - осуществляют микрорезание, сопровождающееся образованием стружки, и давящие - производят пластическое оттеснение материала без образования стружки. [Попов С.А. Заточка режущего инструмента: учеб. пособие для проф.-тех. училищ. - М.: «Высш. школа», 1970. - 320 с.] [Островский, В.И. Теоретические основы процесса шлифования / В.И. Островский. - Л.: Изд-во Ленинградского университета, 1981. - 144 с.]. Следовательно, принимаем, что впадины профиля образуются от действия режущих вершин зерен - Zp, местные впадины профиля - от суммарного действия режущих и давящих вершин зерен абразивного инструмента - Z.
[74]Для определения количества режущих и давящих вершин зерен, оставивших след на данной обработанной поверхности, необходимо по профилограмме обработанной поверхности рассчитать количество впадин профиля n и количество местных впадин профиля nм. Из вышесказанного следует, что количество вершин режущих зерен Zp соответствует количеству впадин профиля n:
[76]где Zp - количество вершин режущих зерен, шт.,
[77]n - количество впадин профиля, шт.
[78]Следовательно, для расчета количества давящих зерен Zд необходимо из количества местных впадин профиля nм вычесть количество впадин профиля n:
[80]где Zд - количество давящих зерен, шт.;
[81]nм - количество местных впадин профиля, шт.;
[82]n - количество впадин профиля, шт.
[83]Способ определения количества давящих и режущих вершин зерен абразивного инструмента характеризуется следующими примерами.
[84]Пример №1 реализации способа.
[85]После абразивной обработки поверхности стали ШХ15 инструментом 25AF46N8V с помощью профилометра получаем координаты профилограммы обработанной поверхности (фиг. 1).
[86]По координатам профилограммы определяем «промахи» из всей выборки полученных значений. Для определения промахов используем критерий «правило трех сигм».
[87]Рассчитываем среднее арифметическое значение из всей выборки:
[88]
[89]Находим среднеквадратическое отклонение координат выборки:
[90]
[91]Проверяем замер, который предположительно является грубой ошибкой (значение, наиболее отличающееся от среднего арифметического) по формуле:
[93]k = 4, так как количество значений координат m = 1250.
[95]|-4,82*10-14- 8,21| / 3,02 = 2,72,
[97]Следовательно, замер не является грубой ошибкой. Т.е. в выборке грубые ошибки «промахи» отсутствуют.
[98]Проверяем координаты профилограммы на значимое изменение, принимаем kz = 0,03, т.к. погрешность профилометра по паспорту составляет 3%.
[99]
[101]Проверяемая координата yj = -0,65 мкм изменяется значимо.
[102]Аналогично проверяем все координаты и незначимые исключаем из выборки. По результатам проверки и исключения незначимых координат, в выборке осталось 959 значений.
[103]После проверки координат на промахи и значимость необходимо определить местные впадины профиля, образованные режущими и давящими вершинами зерен:
[104]
[105]Следовательно, координата y3 является местной впадиной. Аналогично проверяем все координаты. В результате расчетов получаем координаты и количество местных впадин профиля nм = 47 штук.
[106]Количество впадин профиля n определяем по полученным координатам местных впадин. Рассчитываем, какое количество раз координаты профилограммы пересекают среднюю линию профиля, должно выполняться условие:
[107]
[109] условие не выполняется;
условие не выполняется;
[110] условие не выполняется;
условие не выполняется;
[111] условие не выполняется;
условие не выполняется;
[112] условие не выполняется;
условие не выполняется;
[113] условие не выполняется;
условие не выполняется;
[114] условие выполняется
условие выполняется
[115]Аналогично проверяем остальные координаты. В результате получилось, что профилограмма пересекает среднюю линию профиля 16 раз, что соответствует 15 впадинам профиля n и, следовательно, равно количеству вершин режущих зерен Zp.
[116]Для расчета количества давящих зерен Zд необходимо из количества местных впадин профиля nм вычесть количество впадин профиля n:
[117]Zд = 47 - 15 = 32 шт.
[118]По профилограмме обработанной поверхности стали ШХ15 абразивным инструментом 25AF46N8V получено, количество вершин режущих зерен Zp = 15 штук, количество давящих зерен Zд = 32 штуки.
[119]Пример №2 реализации способа.
[120]После абразивной обработки поверхности стали Р6М5 инструментом 25AF120M9V с помощью профилометра получаем координаты профилограммы обработанной поверхности (фиг. 2).
[121]По координатам профилограммы определяем «промахи» из всей выборки полученных значений. Для определения промахов используем критерий «правило трех сигм».
[122]Рассчитываем среднее арифметическое значение из всей выборки:
[123]
[124]Находим среднеквадратическое отклонение координат выборки:
[125]
[126]Проверяем замер, который предположительно является грубой ошибкой (значение, наиболее отличающееся от среднего арифметического) по формуле:
[128]k = 4, так как количество значений координат m = 1250.
[130]|-8,29*10-14- 3,83| / 1,42 = 2,69,
[132]Следовательно, замер не является грубой ошибкой. Т.е. в выборке грубые ошибки «промахи» отсутствуют.
[133]Проверяем координаты профилограммы на значимое изменение, принимаем kz = 0,03, т.к. погрешность профилометра по паспорту составляет 3%.
[134]
[136]Проверяемая координата yj = 1,98 мкм изменяется значимо.
[137]Аналогично проверяем все координаты и незначимые исключаем из выборки. По результатам проверки и исключения незначимых координат, в выборке осталось 1024 значения.
[138]После проверки координат на промахи и значимость необходимо определить местные впадины профиля, образованные режущими и давящими вершинами зерен:
[139]
[140]Следовательно, координата y2 не является местной впадиной. Аналогично проверяем все координаты. В результате расчетов получаем координаты и количество местных впадин профиля nм = 65 штук.
[141]Количество впадин профиля n определяем по полученным координатам местных впадин. Рассчитываем какое количество раз координаты профилограммы пересекают среднюю линию профиля, должно выполняться условие:
[142]
[144] условие не выполняется;
условие не выполняется;
[145] условие не выполняется;
условие не выполняется;
[146] условие не выполняется;
условие не выполняется;
[147] условие выполняется.
условие выполняется.
[148]Аналогично проверяем остальные координаты. По результатам расчета количество вершин режущих зерен Zp = 18 штук.
[149]Для расчета количества давящих зерен Zд необходимо из количества местных впадин профиля nм вычесть количество впадин профиля n:
[150]Zд = 65 - 18 = 47 шт.
[151]По профилограмме обработанной поверхности стали Р6М5 абразивным инструментом 25AF120M9V получено, количество вершин режущих зерен Zp = 18 штук, количество давящих зерен Zд = 47 штук.
[152]Пример №3 реализации способа.
[153]После абразивной обработки поверхности стали 12Х18Н10Т инструментом 25AF46L6V с помощью профилометра получаем координаты профилограммы обработанной поверхности (фиг. 3).
[154]По координатам профилограммы определяем «промахи» из всей выборки полученных значений. Для определения промахов используем критерий «правило трех сигм».
[155]Рассчитываем среднее арифметическое значение из всей выборки:
[156] = -1,5*10-14 мкм,
= -1,5*10-14 мкм,
[157]Находим среднеквадратическое отклонение координат выборки:
[158] 3,96 мкм,
3,96 мкм,
[159]Проверяем замер, который предположительно является грубой ошибкой (значение, наиболее отличающееся от среднего арифметического) по формуле:
[161]k = 4, так как количество значений координат m = 1250.
[163]|-1,5*10-14- 9,41| / 3,96 = 2,38,
[165]Следовательно, замер не является грубой ошибкой. Т.е. в выборке грубые ошибки «промахи» отсутствуют.
[166]Проверяем координаты профилограммы на значимое изменение, принимаем kz = 0,03, т.к. погрешность профилометра по паспорту составляет 3%.
[167]
[169]Проверяемая координата yj = 6,18 мкм изменяется значимо.
[170]Аналогично проверяем все координаты и незначимые исключаем из выборки. По результатам проверки и исключения незначимых координат, в выборке осталось 924 значения.
[171]После проверки координат на промахи и значимость необходимо определить местные впадины профиля, образованные режущими и давящими вершинами зерен:
[172]
[173]Следовательно, координата y2 не является местной впадиной. Аналогично проверяем все координаты. В результате расчетов получаем координаты и количество местных впадин профиля nм = 55 штук.
[174]Количество впадин профиля n определяем по полученным координатам местных впадин. Рассчитываем какое количество раз координаты профилограммы пересекают среднюю линию профиля, должно выполняться условие:
[175]
[177] условие не выполняется;
условие не выполняется;
[178] условие не выполняется;
условие не выполняется;
[179] условие не выполняется;
условие не выполняется;
[180] условие выполняется.
условие выполняется.
[181]Аналогично проверяем остальные координаты. По результатам расчета количество вершин режущих зерен Zp = 13 штук.
[182]Для расчета количества давящих зерен Zд необходимо из количества местных впадин профиля nм вычесть количество впадин профиля n:
[183]Zд = 55 - 13 = 42 шт.
[184]По профилограмме обработанной поверхности стали 12Х18Н10Т абразивным инструментом 25AF46L6V получено, количество вершин режущих зерен Zp = 13 штук, количество давящих зерен Zд = 42 штуки.
[185]Таким образом, использование способа определения количества давящих и режущих вершин зерен абразивного инструмента, включающего определение и исключение из всей выборки ошибочных координат, проверку координат профилограммы на значимость, исключение незначимых значений координат из расчета и определение среди оставшихся координат местных впадин профиля, из которых выделяют впадины профиля, с последующим определением давящих и режущих зерен, позволяет повысить точность определения количества зерен, участвующих в образовании профиля обработанной поверхности.


{kind=link}
{kind=link}
{kind=link}