[1]Изобретение относится к арматуростроению и может быть широко использовано в криогенной технике.
[2]Известен криогенной запорно-регулирующий клапан, содержащий, корпус выполненный автономно от вакуумного кожуха, и на корпусе с помощью резьбового соединения установлен цилиндрический стакан, в котором размещен рычажный механизм в виде оси рычага и рычага, взаимодействующего со штоком затвора. (см. патент РФ 2747895) И хотя конструкция криогенного запорно-регулирующего клапана позволяет уменьшить величину теплопритока к криогенной рабочей среде клапана независимо от его пространственного положения, в тоже время ее отличает сложность и чрезвычайная сложность при проведении технического обслуживания.
[3]Известна криогенная арматура встроенного типа, выполненная в виде пневмоклапана или регулирующего пневмоклапана, которая устанавливается либо непосредственно внутри криогенного трубопровода, либо в криостате с технологическим оборудованием криогенной установки. (см. Романенко Н.Т. и Куликов Ю.Ф. «Криогенная арматура» М. Машиностроение, 1978 г, стр. 31-33, рис. 23-24).
[4]И хотя, указанная арматура значительно упрощает ее монтаж и имеет небольшой теплоприток, она обладает очень существенным недостатком, так как для ее замены в случае возможного отказа в работе требуется, как показал опыт эксплуатации гелиевых криогенных систем их остановки на время от 24 до 48 часов.
[5]Наиболее близким к предлагаемому техническому решению является криогенная арматура, содержащая внутренний корпус с седлом и входным и выходным патрубками, соединенный тонкостенной трубкой с наружным кожухом, шпиндельную группу в виде штока и клапана с уплотнителем, соединенную с внешним приводом, создающим для обеспечения герметичности затвора клапана усилие на сжатие. (см. Романенко Η.Т. и Куликов Ю.Ф. «Криогенная арматура» М. Машиностроение, 1978 г, стр. 26-27, рис. 18).
[6]Данная арматура благодаря наличию в ее конструкции штыкового разъема хотя и позволяет в случае отказа в ее работе производить замену или ремонт шпиндельной группы без нарушения вакуума, однако требует применения крупногабаритных штыковых разъемов, что является основной причиной повышенного теплопритока к внутреннему холодному корпусу арматуры. Цель изобретения - предложить конструкцию криогенной арматуры, которая позволяет минимизировать теплоприток и производить замену или ремонт шпиндельной группы и седла клапана без нарушения вакуума. Поставленная цель, достигается тем, что в криогенной арматуре, содержащей внутренний корпус с седлом и входным и выходным патрубками, соединенный тонкостенной трубкой с наружным кожухом, шпиндельную группу в виде штока и клапана с уплотнителем, соединенную с внешним приводом, создающим для обеспечения герметичности затвора клапана усилие на сжатие, во внутреннем корпусе соосно клапану выполнено дополнительное седло и через прокладку установлена резьбовая заглушка, диаметр которой на 10%-15% больше диаметра клапана, а наружный кожух соединен с фланцем, который установлен соосно внутреннего корпуса и в котором размещены пружина и поршень с торцевыми и радиальными уплотнительными кольцами, при этом в поршне через прокладку установлена резьбовая заглушка, диаметр которой на 15%-20% больше диаметра резьбовой заглушки, установленной во внутреннем корпусе, при этом на фланце через прокладку закреплено седло, в котором установлены упоры и выполнено отверстие, диаметр которого на 20%-25% больше диаметра резьбовой заглушки, установленной в поршне, а кроме того, диаметр тонкостенной трубки на 5%-10% выполнен больше относительно диаметра штока, а шпиндельная группа соединена с внешним приводом, создающим для обеспечения герметичности затвора клапана усилие на растяжение.
[7]Проведенный анализ уровня техники позволил установить, что заявителем не обнаружен аналог, характеризующийся совокупными признаками идентичными всем существенным признакам заявленного изобретения, следовательно, оно соответствует критерию новизна.
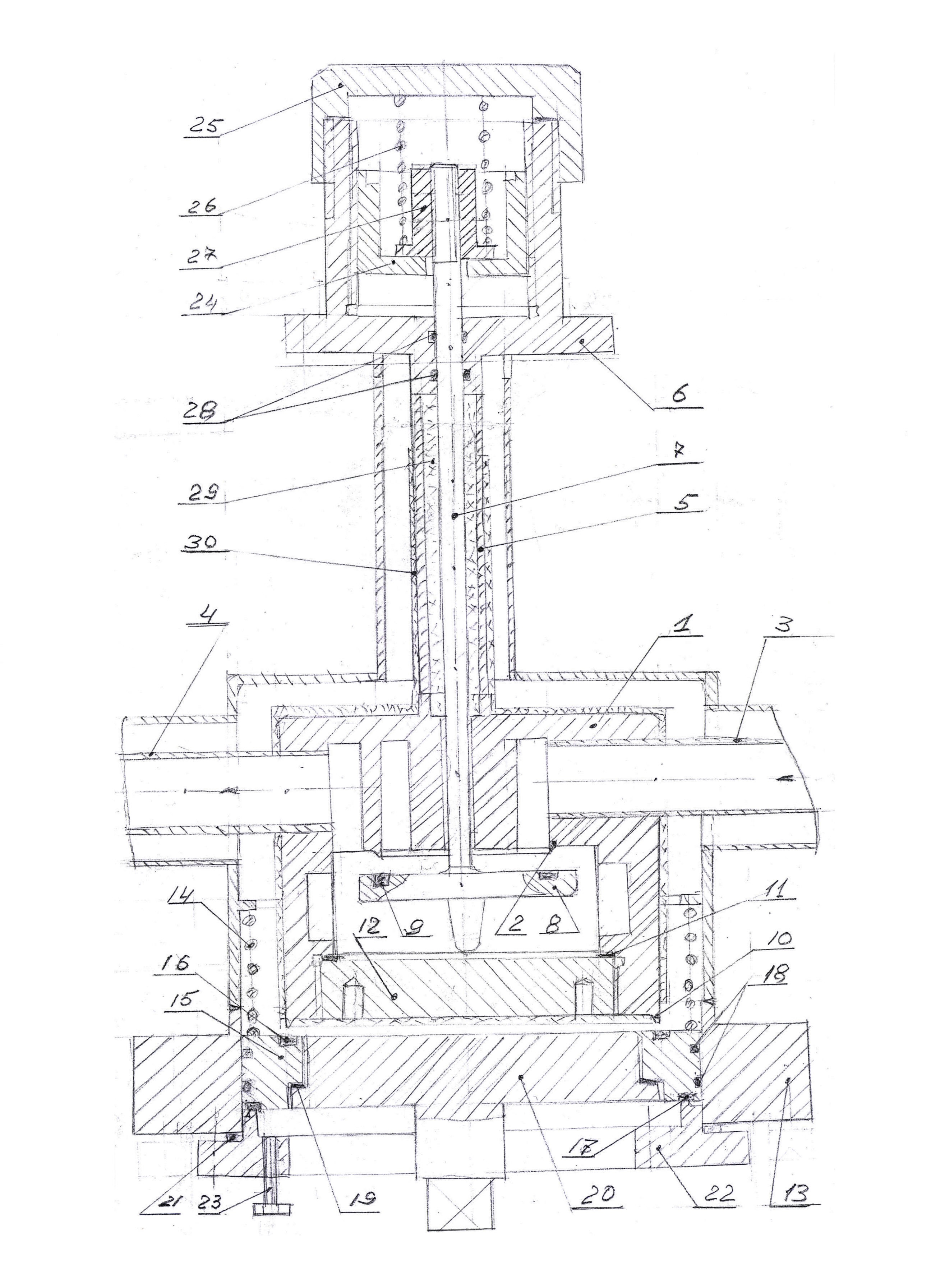
[8]На рисунке изображена конструктивная схема предлагаемой криогенной арматуры.
[9]Криогенная арматура состоит из внутреннего корпус 1 с седлом 2 и входным 3 и выходным 4 патрубками, соединенного тонкостенной трубкой 5 с наружный кожухом 6, шпиндельной группы в виде штока 7 и клапана 8 с уплотнителем 9, при этом во внутреннем корпусе 1 соосно клапану 8 выполнено дополнительное седло 10 и через прокладку 11 установлена резьбовая заглушка 12, диаметр которой на 10%-15% больше диаметра клапана 8. Наружный кожух 6 соединен с фланцем 13, который установлен соосно внутреннего корпуса 1 и в котором размещены пружина 14 и поршень 15 с торцевыми 16 и 17 и радиальными 18 уплотнительными кольцами, при этом в поршне 15 через прокладку 19 установлена резьбовая заглушка 20, диаметр которой на 15%-20% больше диаметра резьбовой заглушки 12, установленной во внутреннем корпусе 1, при этом на фланце 13 через прокладку 21 закреплено седло 22, в котором установлены упоры 23 и выполнено отверстие, диаметр которого на 20%-25% больше диаметра резьбовой заглушки 20, установленной в поршне 15. На наружном кожухе 6 размещен внешний привод шпиндельной группы, который выполнен, например, в виде резьбовой втулки 24, резьбовой заглушки 25, пружины 26, установленной на резьбовой втулке 27, размещенной на штоке 7, уплотнение которого относительно наружного кожуха 6 осуществляется с помощью колец 28. Для уменьшения теплопритоков пространство между штоком 7 и тонкостенной трубкой 5, диаметр которой на 5%-10% выполнен больше относительно диаметра штока 7, заполнено теплоизоляцией 29. С этой же целью на поверхность внутреннего корпуса 1 с резьбовой заглушкой 12 и тонкостенной трубки 5 нанесена изоляция 30.
[10]Ниже приводится описание работы криогенной арматуры в процессе эксплуатации и порядок операций в случаях нарушение в работе затвора клапана. На рисунке отражено положение криогенной арматуры, когда через нее идет расход рабочей криогенной среды через входной патрубок 3, открытый клапан 8 и выходной патрубок 4 и когда торцевое уплотнение 17 на поршне 15 пружиной 14 поджато к седлу 22, закрепленного через прокладку 21 к фланцу 13. Для прекращения расхода рабочей криогенной среды криогенную арматуру переводят в закрытое положение, которое осуществляют за счет внешнего привода путем перемещения резьбовой втулки 24 против часовой стрелки, предварительно сняв резьбовую заглушку 25 и пружину 26. В результате перемещения резьбовой втулки 24, контактирующей с резьбовой втулкой 27, размещенной на штоке 7, вначале происходит подъем шпиндельной группы, затем посадка уплотнения 9 клапана 8 на седло 2 внутреннего корпуса 1 с последующей герметизацией затвора клапана 8 за счет усилия от внешнего привода, действующего на растяжение шпиндельной группы. Это позволяет уменьшить габариты как самого штока 7, так и тонкостенной трубки 5 и колец 28, что в сочетании с теплоизоляцией 29 и изоляцией 30 приводит к существенному снижению теплопритока к внутреннему корпусу 1. В тоже время в процессе эксплуатации криогенной арматуры может произойти нарушение герметичности в затворе клапана 8, что потребует замены шпиндельной группы или устранения дефектов в седле 2 внутреннего корпуса 1. Данная конструкция криогенной арматуры позволяет выполнить указанные ремонтные работы без нарушения вакуума.
[11]Перед проведением ремонтных работ предварительно выполняют отогрев и в случае необходимости замену рабочей среды на воздух на криогенном участке, в состав которого входит криогенная арматура. После выполнения, указанных операций, для замены шпиндельной группы необходимо:
[12]- с помощью упоров 23, преодолевая усилие от пружины 14, переместить поршень 15 с радиальными уплотнительными кольцами 18 во фланце 13 от седла 22 к седлу 10, выполненного во внутреннем корпусе 1;
[13]- для сохранения вакуума упорами 23 создать усилие, обеспечивающее герметичность между торцевым уплотнительным кольцом 16 и седлом 10;
[14]- удалить заглушку 20 прокладку 19 на поршне 15;
[15]- удалить заглушку 12 прокладку 11, установленных во внутреннем корпусе 1;
[16]- снять резьбовую заглушку 25 и пружину 26;
[17]- сиять со штока 7 резьбовую втулку 27;
[18]- вытащить шпиндельную группу и в случае необходимости устранить дефекты на седле 2.
[19]После выполнения ремонтных работ операции по монтажу шпиндельной группы выполняются в обратном порядке.
[20]Таким образом, предлагаемые технические решения, отраженные в описании изобретения, позволяют обеспечить поставленную цель изобретения,
[21]Сравнение существенных признаков предлагаемого и уже известных решении дает основание считать, что предлагаемое техническое решение отвечает критериям «изобретательский уровень» и «промышленная применяемость».



{kind=link}