[1]Изобретение относится к литейному производству и может найти применение при изготовлении отливок из дисперсно-упроченных композиционных материалов (ДУКМ) на основе алюминия, а также для черных и цветных сплавов.
[2]Известно что в литейном производстве находят применение жидкостекольные смеси, отверждаемые конвективной сушкой, продувкой углекислым газом или с помощью отвердителей. Эти смеси обладают целым рядом достоинств. Они нетоксичны, недефицитны, имеют сравнительно низкую стоимость, экологически безопасны, обладают хорошими показателями по механической прочности, термостойкости, газотворной способности и могут использоваться как для изготовления стержней, так и форм в производстве черного и цветного литья.
[3]Несмотря на целый ряд достоинств, жидкостекольное связующее (ЖСС) в чистом виде не обеспечивает требуемые параметры форм и стержней после заливки сплавов из-за высокой остаточной прочности и плохой выбиваемости, что является важным при создании отливок из ДУКМ. Кроме этого ЖСС характеризуются плохой регенерируемостью отработанного песка.
[4]Известны жидкостекольные смеси, содержащие в качестве улучшающих выбиваемость добавок различные органические соединения (мазут, раствор битума в уайт-спирите, древесную муку и др.). Указанные добавки существенно ухудшают санитарно-гигиенические условия труда и снижают прочность стержней после конвективной сушки при 200°C, т.е. технологическую прочность, при которой идет сборка формы. Кроме того, данные добавки практически не сочетаются с жидким стеклом, а следовательно, неравномерно распределяются в смеси [1].
[5]Известна смесь на основе жидкого стекла 4-5%, едкого натра 0,9-1,1%, каолина 3,5-4,5%, прокаленного при температуре 630-770°C, 89,4-91,6% огнеупорного наполнителя на основе диоксида кремния [2].
[6]Смесь имеет неудовлетворительные физико-механические свойства, в частности малую прочность на сжатие, что отрицательно сказывается на качестве литейной формы и, как следствие, на качестве литья, что практически не допускает использование смеси данного состава для изготовления стержней.
[7]Наиболее близкой к изобретению по физико-химическому составу и достигаемому технологическому результату является смесь, содержащая жидкое стекло 3,648-5,488%, натрийкарбоксиметилцеллюлоза - 0,076-0,224%, огнеупорный наполнитель - 94,288-96,276% [3].
[8]В данной смеси натрийкарбоксиметилцеллюлоза является органической добавкой, введение которой обеспечивает стабильность физико-механических и технологических свойств при сохранении высокой прочности и улучшенной выбиваемости, т.е. оказывает модифицирующее действие. Однако для приготовления смеси необходимо длительное перемешивание натрийкарбоксиметилцеллюлозы в жидком стекле (в течение суток) для получения однородного раствора (т.е. повышение трудоемкости и затрат энергии).
[9]Заявляемое изобретение направлено на создание смеси для изготовления форм и стержней на жидкостекольном связующем. Техническим результатом является создание смеси для изготовления литейных форм и стержней, имеющих низкую остаточную прочность и обеспечивающей уменьшение работы выбивки при сохранении высокой прочности.
[10]Технический результат достигается тем, что смесь для изготовления форм и стержней, содержащая кварцевый песок, жидкое стекло, огнеупорную глину, дополнительно содержит комплексный модификатор при следующем соотношении ингредиентов, масс. %:
[11]| Кварцевый песок | 94,9; |
| Глина огнеупорная | 1; |
| Жидкое стекло | - 3,5; |
| Лаурилсульфат натрия* | 0,1; |
| Полифосфат натрия* | 0,4; |
| Глицерин* | 0,1. |
[12]Отличием заявляемого изобретения является использование в составе смеси комплексной добавки - модификатора, которая оказывает влияние на улучшение технологических свойств жидкостекольной смеси. Поверхностно-активные вещества являются эффективными модификаторами жидкостекольных смесей, способствующие повышению когезионной прочности связующего, равномерному распределению на зернах наполнителя и более полному его отверждению. Стержневую смесь приготавливают следующим образом. В бегуны засыпают смесь песка с глиной в нужных количествах и пропорциях. Смесь перемешивается в течение четырех минут. Затем в перемешанную смесь добавляется модификатор. Полученная смесь перемешивается в течение трех минут. На последнем этапе вводится необходимое количество жидкого стекла и вновь перемешивается в течение двух минут. Изготовленные стержни для литейных форм выдерживают на воздухе в течение 24 ч. После этого они готовы к использованию [4].
[14]Для сравнения были изготовлены образцы из предлагаемого состава и из смеси известного состава [2, 3] - прототипа №1 и прототипа №2.
[15]Для приготовления смеси используют следующие материалы: песок кварцевый 1К2О303 ГОСТ 2138-91, огнеупорная каолинитовая среднепрочная глина С2 (ГОСТ 322 6-93), стекло натриевое жидкое ГОСТ 13078-81. Модификатор имеет следующий состав, масс. %: лаурилсульфат натрия - 0,1; полифосфат натрия - 0,4; глицерин - 0,1.
[16]В бегуны засыпают смесь песка с глиной в нужных количествах и пропорциях. Смесь перемешивается в течение четырех минут. Затем в перемешанную смесь добавляется модификатор. Полученная смесь перемешивается в течение трех минут. На последнем этапе вводится необходимое количество жидкого стекла и вновь перемешивается в течение двух минут, после чего смесь готова к формовке.
[17]Изготовленные из смеси стержни для литейных форм выдерживаются на воздухе в течение 24 ч. После этого они готовы к использованию.
[18]Свойства смеси оценивались на стандартных образцах (Д=50 мм и Н=50 мм), изготовленных в стержневом ящике модели 037 М на копре модели 031 или 2М030 тремя ударами груза массой 6,35±0,015 кг, падающего с высоты 50±0,25 мм.
[19]Для сравнения приняты примеры прототипов №1 и №2, составы и физико-механические свойства прототипа №1, прототипа №2 и предлагаемой смеси приведены в табл. 1 и 2.
[20]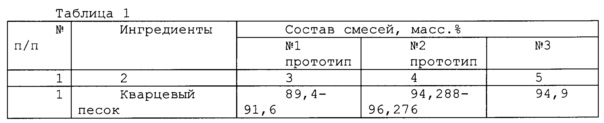
[21]
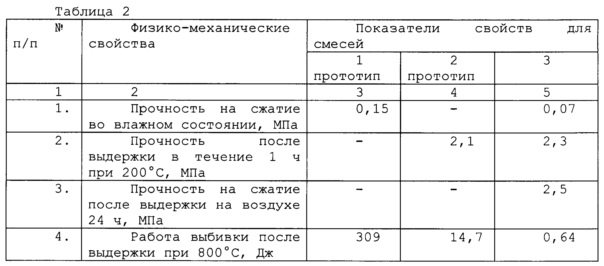
[22]Предел прочности на сжатие во влажном состоянии и прочность на сжатие в отвержденном состоянии в образцах, приготовленных из предлагаемого состава, выше, чем в известном решении. Кроме того, предлагаемая смесь является холоднотвердеющей, что позволяет исключить операцию сушки стержней, упрощает и удешевляет процесс. Время твердения составляет 10-20 минут. Стержни, изготовленные с применением данного модификатора, быстро набирают манипуляторную прочность, и их можно извлекать из оснастки, также смесь не подвержена влиянию влажности окружающей среды благодаря высокой адсорбирующей способности компонентов, входящих в состав модификатора.
[23]Работа выбивки в образцах из предлагаемого состава существенно ниже, чем в известных решениях.
[24]Предлагаемая жидкостекольная смесь с комплексным модификатором способна улучшить выбиваемость в различных интервалах температур, что позволяет использовать ее как при литье цветных сплавов, так и при литье стали и чугуна.
[26]1. Лясс A.M. Быстротвердеющие формовочные смеси / A.M. Лясс. - М.: Машиностроение, 1965. - 332 с.
[27]2. Авторское свидетельство СССР 1369848, кл. В22С 1/18, опубл. 30.01.1988.
[28]3. Авторское свидетельство СССР 876253 кл. В22С 1/16, опубл. 30.10.1981.
[29]4. Иванова Л.А., Наумов В.И., Чернышов Е.А. Кузнецов С.А. Влияние поверхностно-активных веществ на остаточную прочность и выбиваемость жидкостекольных смесей / Литейщик России, 2015 №6, с. 36-40.

