[1]Изобретение относится к области обогащения полезных ископаемых и может быть использовано при флотации угля.
[2]Известен способ флотации угля, по которому в пульпу вводят готовый композиционный реагент в виде смеси реагента-собирателя и пенообразователя, и реагент, содержащий остаточный продукт переработки, образующийся в процессе выделения фенола из фенольной смолы, который смешивают с керосином [а.с. СССР №1269844, B03D 1/02, 1986.11.15].
[3]Недостатком способа является высокая токсичность способа, поскольку фенол является опасным ядом, и невысокая технологичность процесса, обусловленная невозможностью использования при низких температурах без предварительного подогрева.
[4]Известен способ флотации угля, по которому в процессе изготовления композиционного реагента, при компаундировании реагента-собирателя с пенообразователем вводят присадку для понижения температуры застывания, состоящую из полимера этилена с виниловым эфиром, растворенным в высококипящих углеводородах [пат. РФ №2333800, B03D 1/00, 07.11.2006].
[5]Недостатком данного способа является трудность поддержания постоянства качества реагента из-за сложности его состава (шесть компонентов) и высокая стоимость.
[6]Наиболее близким по технической сущности и достигаемому результату, принятым в качестве прототипа, является способ флотации угля, по которому в пульпу подают комплексный реагент, включающий реагент-собиратель и пенообразователь, производят кондиционирование пульпы, осуществляют процесс флотации, выделяют горючую массу в пенный продукт. Комплексный реагент для флотации угля состоит из смеси реагентов, которая включает: реагент-собиратель, состоящий из регенерированных минеральных масел и керосиногазойлевых фракций переработки нефти при содержании регенерированных минеральных масел не выше 50%, и пенообразователь - масло X. В процессе изготовления комплексного реагента при компаундировании реагента-собирателя с пенообразователем вводят присадку для понижения вязкости и температуры застывания, состоящую из кубовых остатков производства окиси пропилена [Вахонина Т.Е. Использование отработанных моторных масел для флотации угольных шламов / Т.Е. Вахонина, М.С. Клейн, И.А. Горбунков // Вестник Кузбасского гос. техн. ун-та. - Кемерово, 2009. - №1. - С. 15-17. ТУ 0258-002-07508109-2007 с изм. №№1-3 от 1.09.2013 г.].
[7]Недостатками прототипа являются недостаточная флотоактивность и селективность действия, снижение эффективности процесса флотации при увеличении содержания регенерированных минеральных масел более 50%.
[8]Целью изобретения является повышение технологических показателей и селективности процесса флотации и содержания в заявляемом реагенте дешевых регенерированных минеральных масел.
[9]Поставленная цель достигается тем, что в отличие от прототипа дополнительно вводят модификатор - бутиловые эфиры моно- и дипропиленгликолей.
[10]Поставленная цель достигается также тем, что в отличие от прототипа при компаундировании реагента-собирателя с пенообразователем вводят присадку для понижения вязкости и температуры застывания, состоящую из фракции кубовых остатков производства окиси пропилена, выкипающей при температуре выше 97°С (дихлорзамещенный (по ОН) моно- и дихлорзамещенный дипропиленгликоли).
[11]Комплексный реагент представляет собой компаундированную смесь, основными компонентами которой являются:
[12]Регенерированные минеральные масла с температурой кипения 300-600°С (минеральные масла - в основном моторные, а также индустриальные, турбинные, трансферматорные). Регенерация отработанных нефтепродуктов включает полное удаление твердых частиц и снижение содержания влаги в масле до 1%.
[13]Керосиногазойлевые фракции переработки нефти с температурой кипения 180-360°С (керосин, термогазойль, топливо печное бытовое, дизельное топливо).
[14]Характеристика керосиногазойлевых фракций:
[15]| Плотность, г/см3 | 0,78-0,91 |
| Вязкость кинематическая | |
| при 20°С, мм2/с | 1,2-7,2 |
| Температура вспышки, °С | 28-40 |
| Температура застывания, °С | -(15-27) |
| Температура начала кипения, °С | 180 |
| Температура конца кипения, °С | 360 |
[16]Бутиловые эфиры моно- и дипропиленгликолей общей формулой CnH9-[O-СН2-СН(СН3)]n-ОН, где n=1, 2, получают взаимодействием бутанола с окисью пропилена в щелочной среде при температуре 180-200°С и давлении 10 атм. Плотность эфиров 0,915-0925 г/см3, показатель преломления 1,425.
[17]Масло X представляет собой кубовый остаток производства капролактама. Состав масла X: циклогексанол 5-10%, дианон 40%, эфиры дикарбоновых кислот и циклогекса-нола 40%, натриевые соли дикарбоновых кислот высококипящие смолы 10-15%.
[18]Фракция кубовых остатков производства окиси пропилена, выкипающая при температуре выше 97°С (дихлорзамещенный (по ОН) моно- и дихлорзамещенный ди-пропиленгликоли) - прозрачная желтая жидкость со специфическим запахом, плотность 1,13 г/см3, температура застывания (-27°С). Ее состав: дихлорпропан 25-26%, пропилен-хлоргидрин 10-20%, изопропилхлорекс 50-60%, вода до 1%.
[19]Техническая характеристика комплексного реагента.
[20]Внешний вид и цвет - однородная вязкая жидкость от серо-коричневого до черного цвета без механических примесей:
[21]| Вязкость кинематическая при 40°С, мм2/с | не более 6 |
| Плотность при 20°С, г/см3 | 0,890-0,930 |
| Температура вспышки, °С | не менее 65 |
| Температура застывания, °С | не более -40. |
[22]Комплексный реагент для флотации угля в готовом виде поступает на углеобогатительную фабрику.
[23]Пример. Для сравнения эффективности действия заявляемого комплексного реагента с прототипом проведены испытания по флотации угольных шламов ЦОФ «Сибирь» (100% р-з «Сибиргинский», марка КС) в лаборатории кафедры ОПИ КузГТУ. Флотационная активность реагентов и эффективность флотации шламов оценивалась в каждом опыте по следующим показателям: выход (γ, %) и зольность (Ad, %) концентрата и отходов флотации; выход и зольность классов крупности в отходах флотации; объем (V, мл) флотационной пены; содержание твердого в пенном продукте (С, г/л) и селективность процесса флотации Е=(Adотх-Adк-т)/(100-Adисх).
[24]Проведено 4 опыта при постоянном расходе комплексных реагентов - 3,1 кг/т:
[25]- в 1-м опыте подавался комплексный реагент-прототип при соотношении в реагенте-собирателе регенерированных минеральных масел и керосиногазойлевых фракций 50:50;
[26]- во 2-м опыте подавался комплексный реагент - прототип при соотношении в реагенте-собирателе регенерированных минеральных масел и керосиногазойлевых фракций 80:20;
[27]- в 3-м опыте подавался заявляемый реагент при соотношении в реагенте собирателе регенерированных минеральных масел и керосиногазойлевых фракций 50:50;
[28]- в 4-м опыте подавался заявляемый реагент при соотношении в собирателе регенерированных минеральных масел и керосиногазойлевых фракций 80:20.
[29]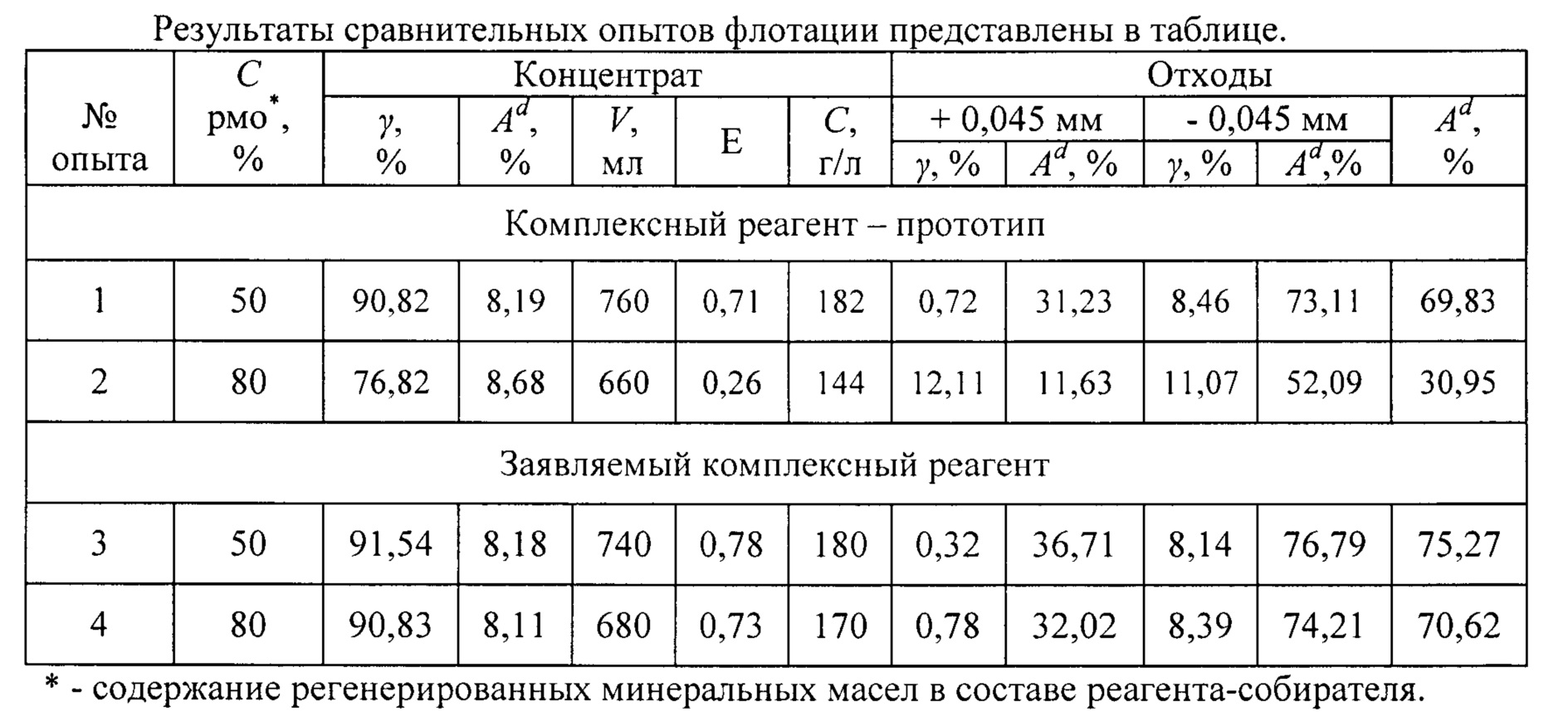
[30]При сопоставительном анализе результатов опытов видно, что наилучшие показатели флотации получены в опыте 3 при флотации на заявляемом комплексном реагенте, в котором реагент-собиратель содержит 50% регенерированных минеральных масел. По сравнению с прототипом с таким же количеством масел (опыт 1) увеличилась зольность отходов более чем на 5% (75,27% у заявляемого комплексного реагента и 69,83% - у прототипа). Выход концентрата увеличился на 0,72%, выросла селективность процесса, а объем пенного продукта уменьшился. Сократились потери частиц крупностью +0,045 мм с отходами на 0,4%. Сравнивая результаты флотации опытов 2 и 4 при содержании в реагентах-собирателях минеральных масел 80% видно, что положительное различие между заявляемым реагентом и прототипом увеличивается: зольность отходов больше почти на 40%, выход концентрата - на 14%, зольность концентрата меньше на 0,57%.
[31]Итак, заявляемое изобретение позволяет повысить технологические показатели и селективность процесса флотации угля, использовать реагент в зимний период, а также появляется возможность увеличить содержание в заявляемом реагенте более дешевых регенерированных минеральных (моторных) масел (опыты 3 и 4).

