[1]Полезная модель относится к машиностроению, к зажимным устройствам для придания цилиндрической формы обечайке из листового металла с применением давления.
[2]Известен центратор наружный, содержащий два полукольца с упорами, первые концы каждого полукольца соединены осью, вторые концы каждого полукольца соединены серьгой домкрата, закрепленного на первом полукольце через крюк, установленный на втором конце второго полукольца, отличающийся тем, что каждое полукольцо выполнено в виде одного плоского кольцевого сегмента, к каждому плоскому кольцевому сегменту приварены упоры, каждый из которых выполнен из двух элементов, расположенных симметрично относительно друг друга на противолежащих сторонах плоского кольцевого сегмента (патент на полезную модель RU 124208 U1, МПК B23K 37/053, опубл. 20.01.2013).
[3]Недостатком данного центратора является ограниченность его использования, так как данное устройство предназначено для работы с небольшими диаметрами. К недостаткам относится сложность изготовления устройства, а именно, обеспечение точности установки упоров к плоским кольцевым сегментам полуколец (в части обеспечения одинаковых размеров и симметричности установки всех упоров) и недостаточная жесткость конструкции в целом, в связи с использованием только одного прижимного кольца в устройстве. Еще один недостаток в том, что центрирование производится за счет упоров, что может привести к неточности при придании цилиндрической формы.
[4]Наиболее близким к заявляемому устройству относится наружный гидравлический центратор, состоящий из двух колец, соединённых между собой. Каждое кольцо состоит из двух дуг. Дуги с одной стороны соединены между собой осью, а с другой стороны соединены с помощью звена через крюк, установленного на другой дуге. Дуги сжимаются между собой с помощью домкрата. Формирование цилиндрической формы производится за счет нажимных болтов и роликов. Источник раскрыт в сети Интернет по адресу: https://tmh.su/obrabotka-metallicheskikh-trub/tsentratory-dlya-trub/tsentratory-naruzhnye-gidravlicheskie-tsng_3622/ (Центраторы наружные гидравлические ЦНГ) (дата обращения на сайты – 23.01.2024 г.).
[5]Недостатком данного устройства является, то, что центровка происходит за счет роликов и нажимных болтов, что не обеспечивает точность центрирования детали, из-за малой площади соприкосновения нажимных болтов с центрируемой поверхностью. К недостаткам можно отнести сложность изготовления центратора, связанную с установкой нажимных болтов и роликов. Еще одним недостатком является неадаптированность центратора к работе с большими диаметрами, так как данный центратор применяется для труб с диапазоном диаметров равных 420-1420 мм.
[6]Техническая проблема, решаемая предлагаемой полезной моделью – отсутствие устройства для придания цилиндрической формы обечайке из листового металла с точным центрированием.
[7]Технический результат заключается в создании устройства, обеспечивающего точность центрирования цилиндрической конструкции (обечайки) из листового металла для облегчения стыковки двух обечаек, за счет увеличения площади контакта с центрируемой поверхностью посредством кольцевых элементов.
[8]Технический результат достигается тем, что устройство для придания цилиндрической формы обечайке из листового металла, содержащее два кольцевых элемента, соединенных между собой ребрами, при этом каждый кольцевой элемент содержит по два полукольца, причем полукольца одного кольцевого элемента соединены с одной стороны с полукольцами другого кольцевого элемента через ось, а с другой стороны – посредством снабженной домкратом откидывающейся рамки, закрепленной на обоих полукольцах с возможностью ее фиксации за выступы, выполненные на других двух полукольцах, согласно полезной модели, оно снабжено предохранителем для дополнительной фиксации полуколец, содержащим закрепленный на каждом из полуколец кронштейн и установленный между ними фиксатор, а кольцевые элементы выполнены с возможностью контакта с поверхностью обечайки механически обработанной внутренней стороной полуколец при их полном сжатии.
[9]Внутренняя сторона кольцевых элементов может быть обработана на токарно-карусельном станке.
[10]Два кольцевых элемента могут быть соединены между собой ребрами с помощью сварки.
[11]Домкрат может быть выполнен с гидравлическим приводом.
[12]Домкрат может быть выполнен с пневматическим приводом.
[13]Заявляемая полезная модель поясняется фигурами:
[14]на фиг. 1 представлен общий вид спереди устройства (в сомкнутом положении полуколец);
[15]на фиг. 2 представлен общий вид спереди устройства (в раскрытом положении полуколец);
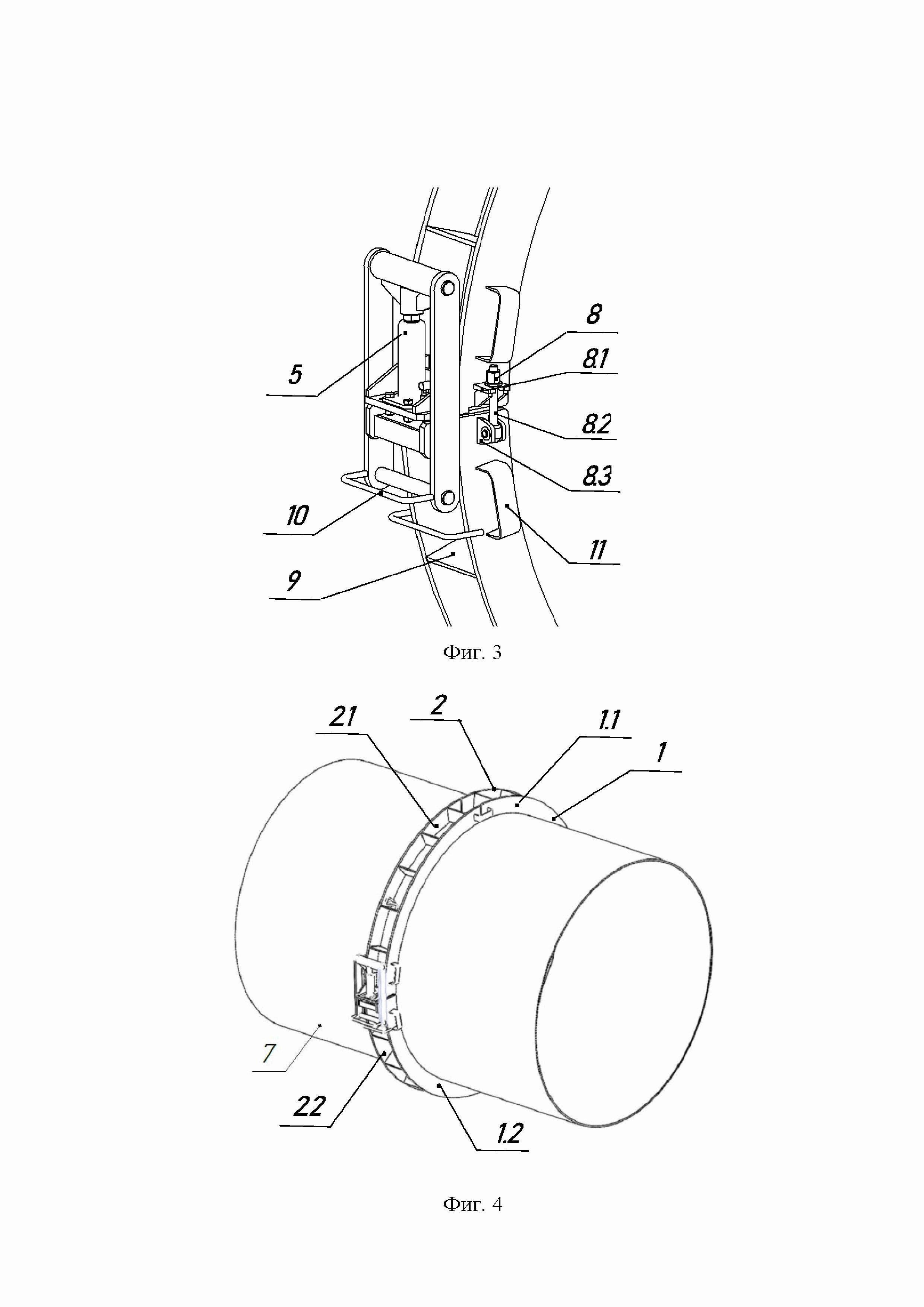
[16]на фиг. 3 представлен механизм фиксации полуколец и предохранитель устройства;
[17]на фиг. 4 представлен общий вид устройства с установкой на обечайку (аксонометрия).
[18]Позиции на фигурах обозначены:
[19]1 – Первый кольцевой элемент;
[20]1.1 – Полукольцо первого кольцевого элемента;
[21]1.2 – Полукольцо первого кольцевого элемента;
[22]2 – Второй кольцевой элемент;
[23]2.1 – Полукольцо второго кольцевого элемента;
[24]2.2 – Полукольцо второго кольцевого элемента;
[26]4 – Откидывающаяся рамка;
[28]6 – Выступ полукольца;
[29]7 – Цилиндрическая обечайка;
[31]8.1 – Верхний кронштейн;
[33]8.3 - Нижний кронштейн;
[37]Устройство для придания цилиндрической формы обечайке из листового металла представляет собой два разъемных кольцевых элементов 1 и 2, соединенных между собой ребрами 9 при помощи сварки. Кольцевой элемент 1 содержит два полукольца 1.1. и 1.2 и кольцевой элемент 2 содержит два полукольца 2.1 и 2.2. Полукольца 1.1 и 1.2 кольцевого элемента 1 соединены с одной стороны с полукольцами 2.1 и 2.2 кольцевого элемента 2 через ось 3, а с другой стороны закреплены посредством откидывающей рамки 4 полуколец 1.1 и 2.1 за выступы 6 полуколец 1.2 и 2.2. Внутренняя сторона кольцевых элементов 1 и 2 обработана механическим образом, например, на токарно-карусельном станке. Полукольца 1.1 и 2.1 сжимаются с полукольцами 1.2 и 2.2 с помощью домкрата 5, жестко установленного между полукольцами 1.1 и 2.1. Домкрат 5 может быть выполнен с гидравлическим или пневматическим приводом. Между полукольцами 1.1 и 1.2 кольцевого элемента 1 установлен предохранитель 8, который содержит верхний 8.1 и нижний 8.2 кронштейны. Верхний кронштейн 8.1 установлен на полукольце 1.1, а нижний кронштейн 8.3 на полукольце 1.2. Фиксируются кронштейны 8.1 и 8.3 между собой при помощи фиксатора 8.2. Заявленное устройство для придания цилиндрической формы обечайке из листового металла адаптировано под большие диаметры и для удобства перемещения используются скобы 10 и 11. Устройство может быть использовано только для одного типоразмера диаметра обечайки, например, 2800 мм, 3000 мм или 3200 мм.
[38]Работает заявляемое устройство следующим образом.
[39]Устройство в раскрытом положении устанавливают на цилиндрическую обечайку 7 из листового металла. Откидывающаяся рамка 4 на полукольцах 1.1 и 2.1 фиксируется за выступы 6 на полукольцах 1.2 и 2.2. Сжатие полуколец 1.1 и 2.1 с полукольцами 1.2 и 2.2 производится домкратом 5. При полном сжатии обоих кольцевых элементов 1 и 2 обеспечивается точность центрирования цилиндрической формы обечайки 7. Это связано еще с тем, что внутренняя часть обоих кольцевых элементов 1 и 2 обработана механическим образом, а центровка производится за счет внутренней поверхности полуколец, которая увеличивает площадь контакта с центрируемой поверхностью. Для исключения самопроизвольного раскрытия кольцевых элементов 1 и 2, при эксплуатации, полукольца 1.1 и 1.2 дополнительно фиксируются между собой предохранителем 8. Закрепленный фиксатор 8.2 в нижнем кронштейне 8.3 устанавливается в верхний кронштейн 8.1 и фиксируется болтом фиксатора 8.2, обеспечивая безопасность при эксплуатации.
[40]Заявляемое техническое решение применяется при изготовлении котла цистерны железнодорожного вагона для обеспечения точного центрирования обечайки, что значительно облегчает процесс стыковки двух обечаек между собой и исключает смещение кромок листов обечаек.
[41]Таким образом, разработано устройство для придания цилиндрической формы обечайке из листового металла, которое обеспечивает точность центрирования, за счет увеличения площади контакта с центрируемой поверхностью.



{kind=link}
{kind=link}