[1]Область техники, к которой относится полезная модель
[2]Полезная модель относится к области ручных станков для изгиба и резки листового материала из металлов и пластиков, в частности, к корпусу роликового ножа для ручного листогибочного станка [B21D5/00, B21D5/04, B21D5/029, B21D7/024].
[4]Ручные листогибочные станки отличаются от стационарных листогибочных станков тем, что имеют небольшой вес и могут перемещаться вручную без использования грузоподъёмной техники. Требование легковесности налагает ограничения на материалы деталей таких станков и материалы используемых вместе со станками устройствами, в частности, роликового ножа.
[5]Типовой ручной листогибочный станок включает нижнюю прижимную планку, прижимную упорную планку, фиксирующую планку и верхнюю прижимную планку. Листовой материал зажимается между нижней прижимной планкой и прижимной упорной планкой, после чего листовой материал может либо сгибаться при приложении усилия к верхней прижимной планке, либо разрезаться роликовым ножом, установленном и перемещающимся по прижимной упорной планке. Таким образом, роликовый нож представляет собой устройство, монтируемое на ручном листогибочном станке и предназначенное для раскроя листового материала, зажатого в указанном станке.
[6]Корпус роликового ножа предназначен для удержания роликов, обеспечивающих скольжение роликового ножа по прижимной упорной планке, а также для удержания ножевой части, предназначенной для разрезания листовой заготовки, зажатой в листогибочном станке и передачи усилия от оператора станка к режущей части роликового ножа.
[7]В заявке на патент США «КОМБИНИРОВАННЫЙ ЛИСТОГИБОЧНЫЙ ПРЕСС И РЕЗАК» [US5706693A, опубл. 13.01.1998] раскрывается корпус роликового ножа для ручного листогибочного станка, выполненный в виде полого профилированного тела, в передней части которого выполнен выступ для крепления ножевого держателя роликового ножа, в задней части которого выполнены отверстия для крепления направляющих роликов роликового ножа, и в нижней части которого выполнен открытый канал для вмещения роликов скольжения роликового ножа, при этом корпус роликового ножа выполнен из алюминия.
[8]В заявке на патент США «РЕГУЛИРУЕМЫЙ РЕЗАК» [US2005150269A1, опубл. 14.07.2005] раскрывается корпус роликового ножа для ручного листогибочного станка, выполненный в виде полого профилированного тела, в передней части которого выполнен выступ для крепления ножевого держателя роликового ножа, в задней части которого выполнены отверстия для крепления направляющих роликов роликового ножа, и в нижней части которого выполнен открытый канал для вмещения роликов скольжения роликового ножа, при этом корпус роликового ножа выполнен из алюминия.
[9]Также из уровня техники известен РОЛИКОВЫЙ НОЖ «PRO CUT-OFF» производства компании Tapco [https://www.tapco.ru/catalog/aksessuary/rolikovyy_nozh_pro_cut_off.html], имеющий корпус роликового ножа для ручного листогибочного станка, выполненный в виде полого профилированного тела, в передней части которого выполнен выступ для крепления ножевого держателя роликового ножа, в задней части которого выполнены отверстия для крепления направляющих роликов роликового ножа, и в нижней части которого выполнен открытый канал для вмещения роликов скольжения роликового ножа, при этом корпус роликового ножа выполнен из алюминия.
[10]Недостатком, присущим всем вышеуказанным аналогам заявленной полезной модели, является то, что известные корпусы роликового ножа для переносного листогибочного станка выполнены из алюминия и обладают низкой прочностью. Алюминий является легким металлом, что важно при изготовлении деталей для переносных станков, однако алюминий также обладает низким пределом прочности, что является существенным недостатком с учетом нагрузки, испытываемой корпусом роликового ножа в процессе разрезания листовой заготовки.
[11]Раскрытие сущности полезной модели
[12]Техническая проблема, на решение которой направлена заявленная полезная модель, заключается в создании корпуса роликового ножа для переносного листогибочного станка с увеличенной прочностью для устранения вышеуказанного недостатка.
[13]Технический результат заявленной полезной модели заключается в повышении прочности корпуса роликового ножа для переносного листогибочного станка.
[14]Указанную техническую проблему решает, и указанный технический результат обеспечивает корпус роликового ножа для ручного листогибочного станка, выполненный в виде полого профилированного тела, в передней части которого выполнен выступ для крепления ножевого держателя роликового ножа, в задней части которого выполнены отверстия для крепления направляющих роликов роликового ножа, и в нижней части которого выполнен открытый канал для вмещения роликов скольжения роликового ножа, причем указанный корпус выполнен из алюминиевого сплава марки АД31.
[15]В частности, алюминиевый сплав включает железо (Fe), кремний (Si), марганец (Mn), хром (Cr), титан (Ti), медь (Cu), магний (Mg) и цинк (Zn).
[16]В частности, алюминиевый сплав включает 0,21% железа (Fe), 0,42% кремния (Si), 0,01% марганца (Mn), 0,001% хрома (Cr), 0,01% титана (Ti), 0,01% меди (Cu), 0,51% магния (Mg) и 0,003% цинка (Zn).
[17]В частности, алюминиевый сплав включает 0,22% железа (Fe), 0,42% кремния (Si), 0,01% марганца (Mn), 0,001% хрома (Cr), 0,01% титана (Ti), 0,01% меди (Cu), 0,50% магния (Mg) и 0,004% цинка (Zn).
[18]В частности алюминиевый сплав термически обработан закалкой и искусственным состариванием.
[19]Краткое описание чертежей
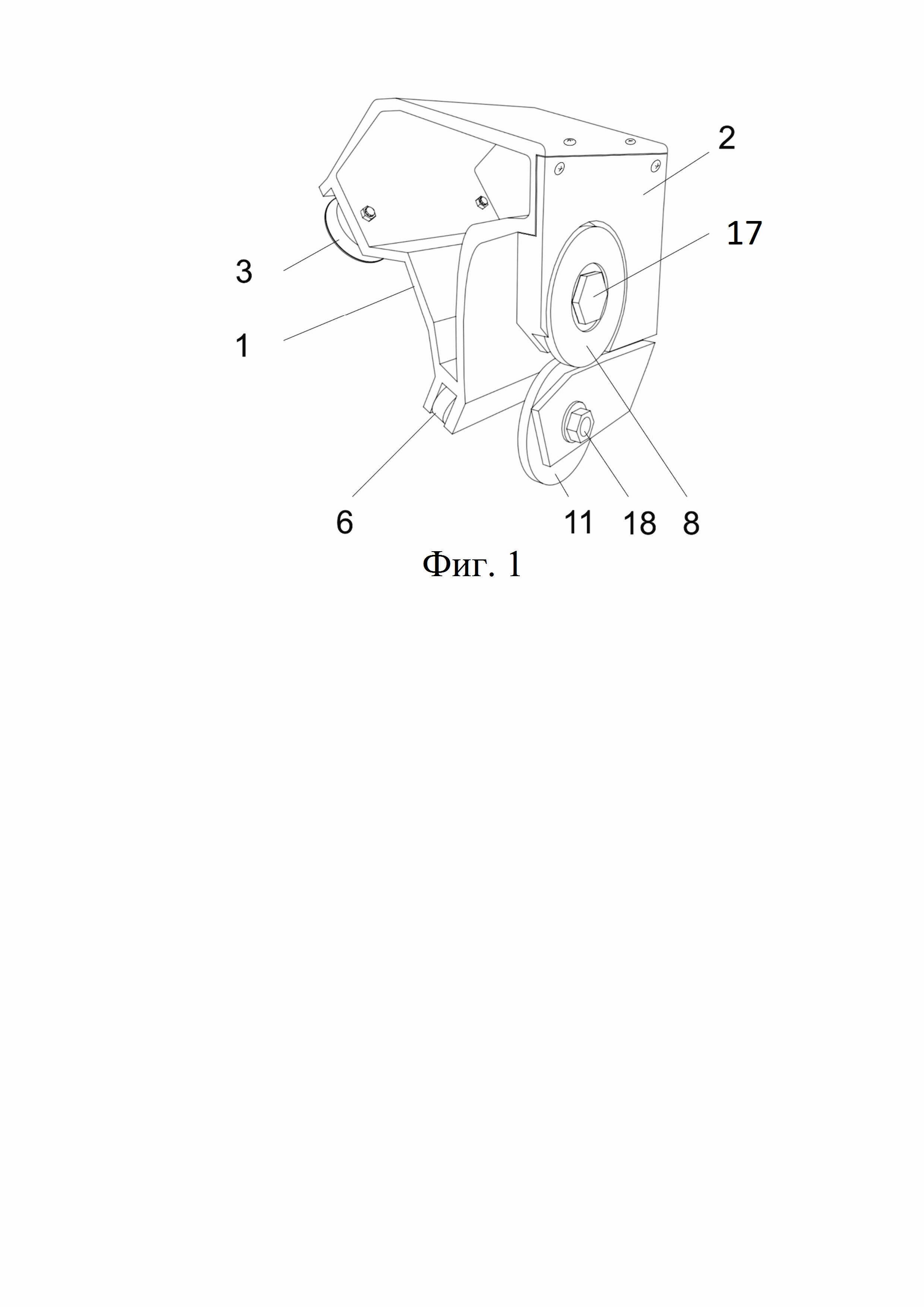
[20]На фиг.1 в аксонометрии показан общий вид роликового ножа, содержащего заявленный корпус роликового ножа.
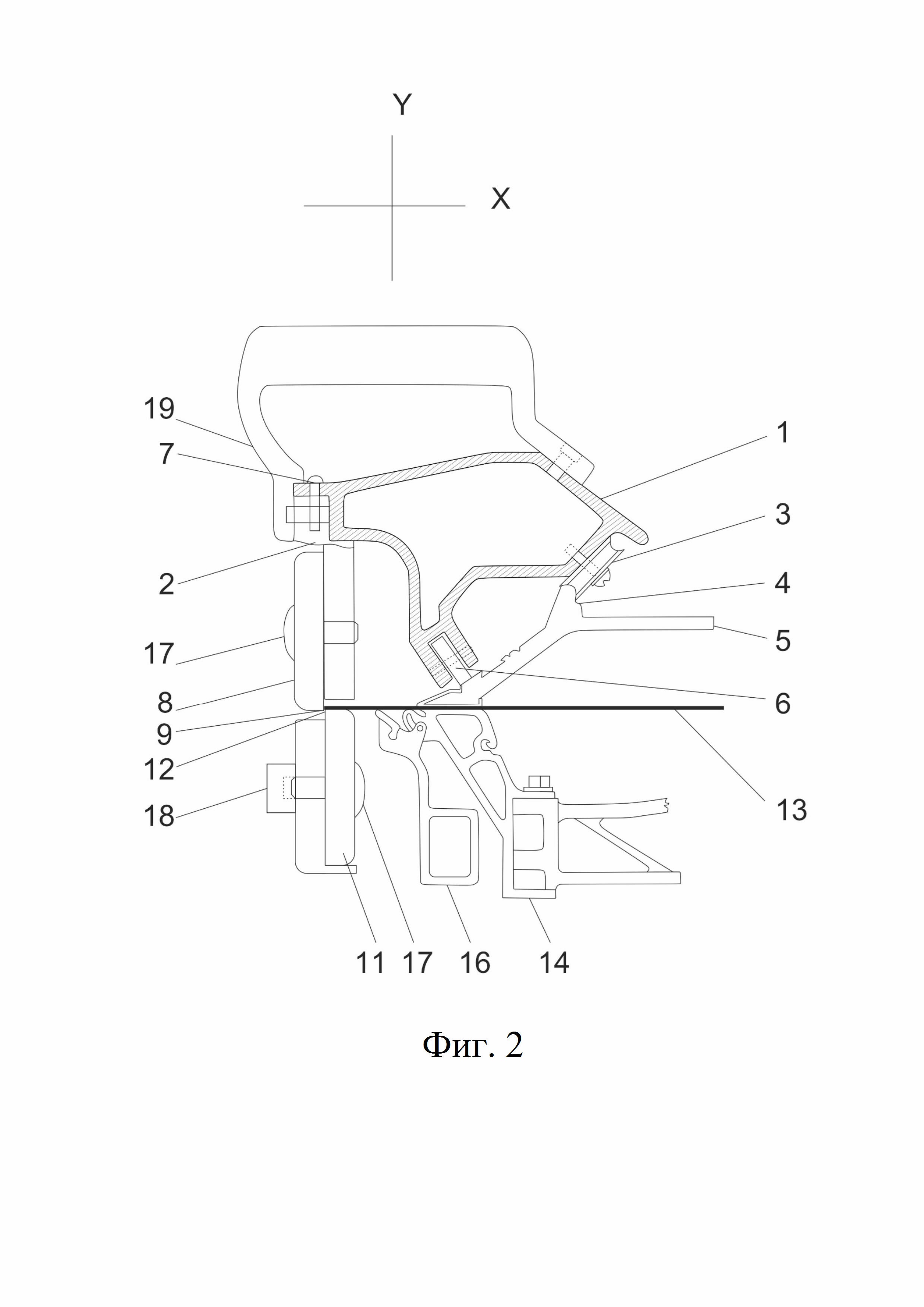
[21]На фиг.2 в местном поперечном разрезе показан роликовый нож, установленный на ручном листогибочном станке с сечением по заявленному корпусу роликового ножа.
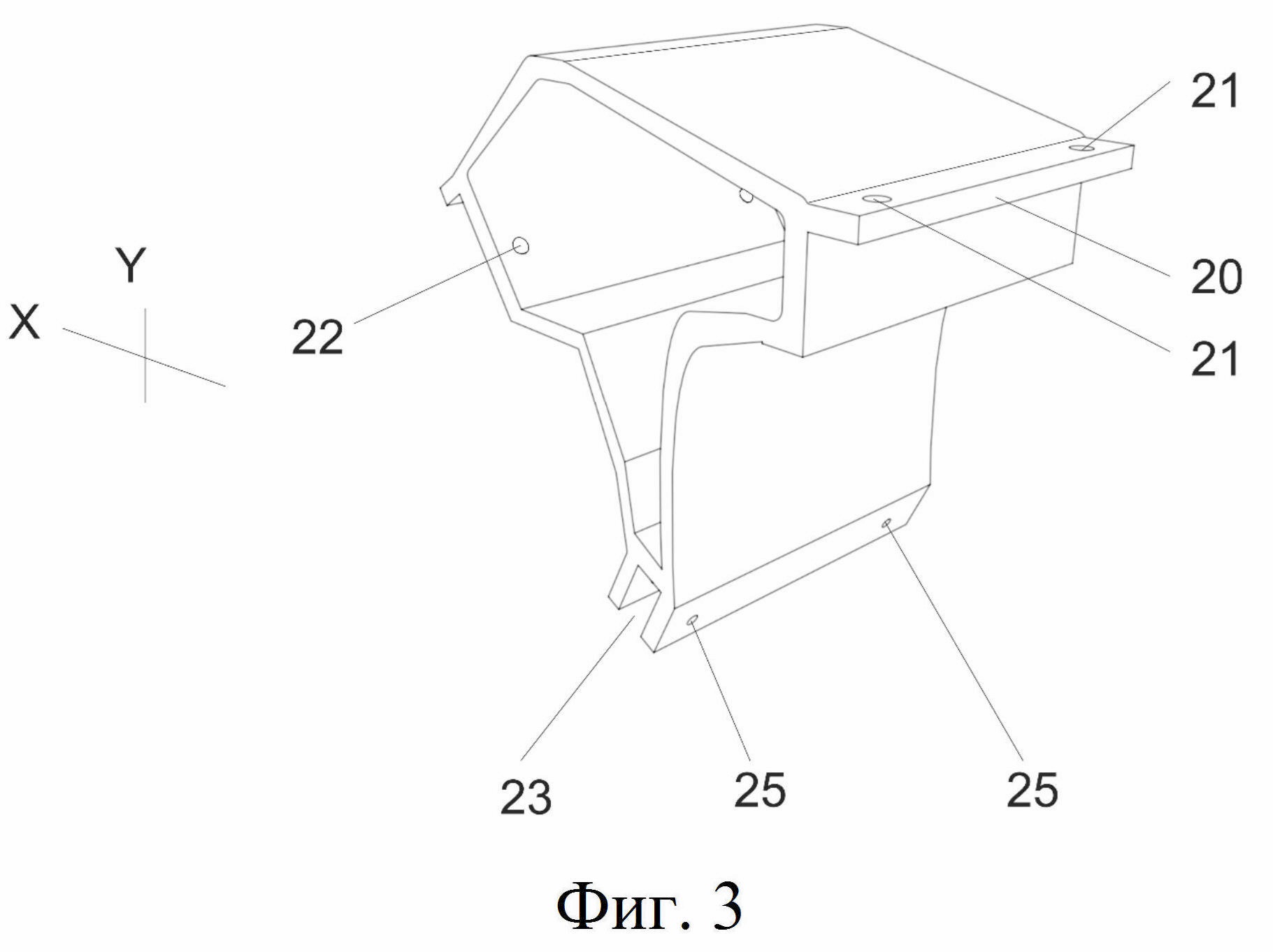
[22]На фиг.3 в аксонометрии показан заявленный корпус роликового ножа.
[23]На чертежах обозначены: 1 - полый корпус; 2 - ножевой держатель; 3 - направляющий ролик; 4 - выступ прижимной упорной планки; 5 - прижимная упорная планка; 6 - ролик скольжения; 7 - винт; 8 - первый режущий ролик; 9 - основная режущая кромка; 10 - первая ось; 11 - второй режущий ролик; 12 - дополнительная режущая кромка; 13 - листовая заготовка; 14 - нижняя прижимная планка; 15 - вторая ось; 16 - верхняя прижимная планка; 17 - крепежный элемент; 18 - резьбовая втулка; 19 - ручка; 20 - выступ для крепления ножевого держателя; 21 - отверстие для винта; 22 - отверстие для крепления направляющего ролика; 23 - канал; 24 - отверстие для крепления ролика скольжения.
[24]В частности, алюминиевый сплав включает железо (Fe), кремний (Si), марганец (Mn), хром (Cr), титан (Ti), медь (Cu), магний (Mg) и цинк (Zn).
[25]В частности, алюминиевый сплав включает 0,21% железа (Fe), 0,42% кремния (Si), 0,01% марганца (Mn), 0,001% хрома (Cr), 0,01% титана (Ti), 0,01% меди (Cu), 0,51% магния (Mg) и 0,003% цинка (Zn).
[26]В частности, алюминиевый сплав включает 0,22% железа (Fe), 0,42% кремния (Si), 0,01% марганца (Mn), 0,001% хрома (Cr), 0,01% титана (Ti), 0,01% меди (Cu), 0,50% магния (Mg) и 0,004% цинка (Zn).
[27]В частности алюминиевый сплав термически обработан закалкой и искусственным состариванием.
[28]Осуществление полезной модели
[29]Роликовый нож включает заявленный полый корпус 1, соединенный с ножевым держателем 2. На полом корпусе 1 установлены направляющие ролики 3, выполненные с возможностью опираться на верхний выступ 4 прижимной упорной планки 5 ручного листогибочного станка, и ролики 6 скольжения, выполненные с возможностью скольжения по поверхности указанной прижимной упорной планки 5.
[30]На фиг.2 в местном поперечном разрезе показан роликовый нож, установленный на ручном листогибочном станке, в частности, на фиг.2 штриховкой обозначено только сечение заявленного полого корпуса 1.
[31]Соединение корпуса 1 и ножевого держателя 2 может быть обеспечено сваркой, пайкой, клепкой или, как показано на фиг.2, посредством множества винтов 7.
[32]Указанные ролики 3 и 6 предназначены для направления и обеспечения скольжения роликового ножа вдоль прижимной упорной планки 5 ручного листогибочного станка.
[33]На ножевом держателе 2 установлен с возможностью вращения первый режущий ролик 8, периферия которого образует основную режущую кромку 9. Первый режущий ролик 8 установлен с возможностью вращения вокруг первой оси 10.
[34]На ножевом держателе 2 также установлен с возможностью вращения второй режущий ролик 11, периферия которого образует дополнительную режущую кромку 12, комплементарную по форме основной режущей кромке 9 так, что обеспечивается возможность разрезания листовой заготовки 13, размещенной между режущими кромками 9 и 12 и зажатой между прижимной упорной планкой 5 и нижней прижимной планкой 14, как показано на фиг. 2. Второй режущий ролик 11 установлен с возможностью вращения вокруг второй оси 15, параллельной первой оси 10 и расположенной на расстояние от нее.
[35]При этом на фиг.2 также показана верхняя прижимная планка 16, шарнирно соединенная с нижней прижимной планкой 14.
[36]Первый режущий ролик 8 установлен с возможностью вращения на ножевом держателе 2 с помощью крепежного элемента 17, проходящего через первый режущий ролик 8 и входящего в резьбовое зацепление с ножевым держателем 2.
[37]Второй режущий ролик 11 установлен на ножевом держателе 2 посредством крепежного элемента 17, проходящего через ножевой держатель 2 и входящего в резьбовое зацепление с резьбовой втулкой 18, размещенной с противоположной стороны ножевого держателя 2.
[38]Полый корпус 1 может быть оснащен ручкой 19, выполненной с возможностью захвата пользователем, для чего содержать соответствующие отверстия для винтового соединения с ручкой.
[39]На фиг.3 в аксонометрии показан заявленный корпус роликового ножа.
[40]Корпус 1 роликового ножа выполнен в виде полого профилированного тела, то есть, полого тела, имеющего, по существу, неизменное поперечное сечение по всей длине и изготавливаемого методом экструзии, в частности, методом прямого прессования или методом вытяжки.
[41]Корпус роликового ножа в передней части содержит верхний выступ 20 для крепления ножевого держателя, оснащенный отверстьями 21 для винтов крепления ножевого держателя, в задней части содержит отверстия 22 для крепления направляющих роликов роликового ножа, в нижней части содержит открытый канал 23 для вмещения роликов скольжения роликового ножа, в стенках которого выполнены отверстия 24 для крепления роликов скольжения роликового ножа.
[42]В настоящей заявке прилагательные верхний/нижний и передний/задний носит относительный антонимичный характер и определяются относительно вертикальной оси Y и горизонтальной оси Х, показанных на фиг.2 и 3.
[43]Согласно заявленной полезной модели, корпус роликового ножа выполнен из алюминиевого сплава марки АД31 согласно ГОСТ 4782-97 «Алюминий и сплавы алюминиевые деформируемые».
[44]В нижеследующей таблице 1 приведен химический состав сплава марки АД31 согласно ГОСТ 4782-97.
[45]| Таблица 1 - Химический состав сплава марки АД31, в % материала |
| Fe | Si | Mn | Cr | Ti | Al | Cu | Mg | Zn | Примеси |
| до 0.5 | 0,2-0,6 | до 0,1 | до 0,1 | до 0,15 | 97,65-99,35 | до 0,1 | 0,45-0,9 | до 0,2 | 0,15 |
[46]Сплав марки АД31 относится к классу авиалей, то есть, группе сплавов алюминия-магния-кремния, и обладает как высокой пластичностью, так и высокой прочностью, обеспеченной, в частности, за счет термического уплотнения сплава при выделении силицида магния Mg2Si.
[47]В качестве легирующих элементов в таком сплаве используют железо (Fe), кремний (Si), марганец (Mn), хром (Cr), титан (Ti), медь (Cu), магний (Mg), и цинк (Zn). При этом наибольшее процентное содержание имеют магний и кремний.
[48]В таблице 2 приведены аналоги сплава марки АД31 из стандартов стран, отличных от России.
[49]| Таблица 2 - Зарубежные аналоги сплава марки АД31 |
| США | Германия (DIN, WNr) | Япония
(JIS) | Франция
(AFNOR) | Италия
(UNI) | Международный
стандарт (ISO) |
AA6060
AA6063 | 3.2316
3.3206
AlMgSi0.5
AlMgSi0.8 | 6063 | A-GS | P-AlSi0.4Mg | 6063
AlMg0.7Si
AlMgSi |
[50]Согласно ГОСТ 8617-81 «Профили прессованные из алюминия и алюминиевых сплавов», предел прочности (временное сопротивление разрушению) профиля, изготовленного из сплава марки АД31, в зависимости от обработки, составляет 127-196 МПа, тогда как предел прочности профиля из алюминия составляет 59 МПа.
[51]Предел прочности соответствует значению максимального механического напряжения, выше которого происходит разрушение изделия, и является объективной численной характеристикой прочности изделия.
[52]Таким образом, изготовление корпуса роликового ножа из профиля из сплава марки АД31 позволяет повысить прочность корпуса роликового ножа в 2-3 раза по сравнению с соответствующим корпусом из алюминия.
[53]Как указано в ГОСТ 8617-81, максимальный предел прочности профиля, равный 196 МПа, обеспечивается при закаливании и искусственном старении алюминиевого сплава.
[54]Заявителем экспериментально были установлены оптимальные массовые доли легирующих веществ, обеспечивающие наибольшую прочность корпуса при сохранении гибкости и пластичности, требуемой при использовании роликового ножа и приложении эксплуатационного усилия к корпусу роликового ножа. Экспериментально установленные оптимальные значения массовых долей легирующих веществ приведены в нижеследующей таблице 3.
[55]| Таблица 3 - Массовые доли легирующих веществ, % |
| Железо (Fe) | Кремний (Si) | Марганец (Mn) | Хром (Cr) | Титан (Ti) | Медь (Cu) | Магний (Mg) | Цинк (Zn) |
| 0,21-0,22 | 0,42 | 0,01 | 0,001 | 0,01 | 0,01-0,02 | 0,50-0,51 | 0,003-0,004 |


{kind=link}
{kind=link}
{kind=link}