[1]Полезная модель относится к обработке металлов давлением, в частности к гибочным штампам и может применяться для гибки Z-образных деталей из листовых заготовок.
[2]Известен штамп гибочный [«Справочник мастера по штампам» Корсаков В.Д., Машиностроение, 1972 г., стр. 31] с нижним прижимом для гибки деталей в двух плоскостях. Гибка осуществляется неподвижным и подвижным пуансонами. Съем детали производится подвижным пуансоном.
[3]Наиболее близким по технической сущности является «Штамп для гибки деталей типа швеллер» [сайт «Инновации бизнесу» http://www.ideasandmoney.ru/Ntrr/Details/136396, номер 82-085-02, дата публикации 20.11.2002]. Штамп состоит из верхней плиты, служащей для монтажа на ней всех деталей, подвижной части штампа и соединенной с ползуном пресса с помощью хвостовика, запрессованного в верхнюю плиту. К последней через подкладную плиту с винтами прикреплен пуансонодержатель, в который запрессован гибочный пуансон. Неподвижная часть штампа включает в себя нижнюю плиту, в которой запрессованы левая и правая секции матрицы. В матрицу запрессованы упоры, служащие для базирования заготовки относительно оси штампа. Толкатель, воздействующий на выталкиватель, служит для проталкивания готовой детали через матрицу для удаления ее из рабочей зоны штампа. В верхнюю плиту запрессованы две направляющие втулки, а в нижнюю плиту - две колонки. Верхняя плита своими втулками направляется по скользящей посадке колонками нижней плиты, что обеспечивает совмещение профилей рабочих частей при штамповке, упрощает установку штампа на пресс.
[4]Указанные решения предназначены для штамповки симметричных деталей типа швеллер, гнутых деталей с четырьмя углами 90° (пример детали - «Технологическая оснастка для холодной штамповки, прессования пластмасс и литья под давлением. Каталог-справочник», авт. Корсаков В.А., Папсуев В.А. и др. НИИМАШ. Издание второе. 1967. Часть 1. Штампы холодной штамповки, стр. 39, табл. 40) и не могут использоваться для штамповки Z-образных деталей с двумя углами 90°.
[5]Технической проблемой решаемой предлагаемой полезной моделью является создание гибочного штампа, обеспечивающего гибку Z-образных деталей с двумя углами 90° из листовых заготовок с высокой точностью.
[6]Технический результат предлагаемой полезной модели заключается в достижении возможности штамповки Z-образных деталей с двумя углами 90° и обеспечении точности их размеров.
[7]Сущность предлагаемого гибочного штампа для получения Z-образных деталей из листовых заготовок заключается в том, что он содержит нижнюю плиту с закрепленной на ней матрицей и направляющими колонками, верхнюю плиту с закрепленными на ней пуансоном и направляющими втулками, в которые установлены с возможностью перемещения направляющие колонки, фиксаторы и установленный на нижней плите в матрице по скользящей посадке выталкиватель.
[8]Новым является то, что пуансон выполнен со ступенькой, на которой последовательно закреплены с возможностью перемещения первый буфер и прижим с отверстиями. Причем под выталкивателем в нижней плите расположен второй буфер, при этом выталкиватель выполнен с выступом, расположенным напротив прижима, а фиксаторы выполнены на выступе выталкивателя соосно с отверстиями прижима. Первый и второй буферы выполнены из резины. Первый буфер выполнен большей толщины, чем второй буфер.
[9]На Фиг. 1 изображен гибочный штамп для получения Z-образных деталей из листовых заготовок в разомкнутом состоянии.
[10]На Фиг. 2 изображен гибочный штамп для получения Z-образных деталей из листовых заготовок в промежуточном рабочем положении.
[11]На Фиг. 3 изображен гибочный штамп для получения Z-образных деталей из листовых заготовок в окончательном рабочем положении.
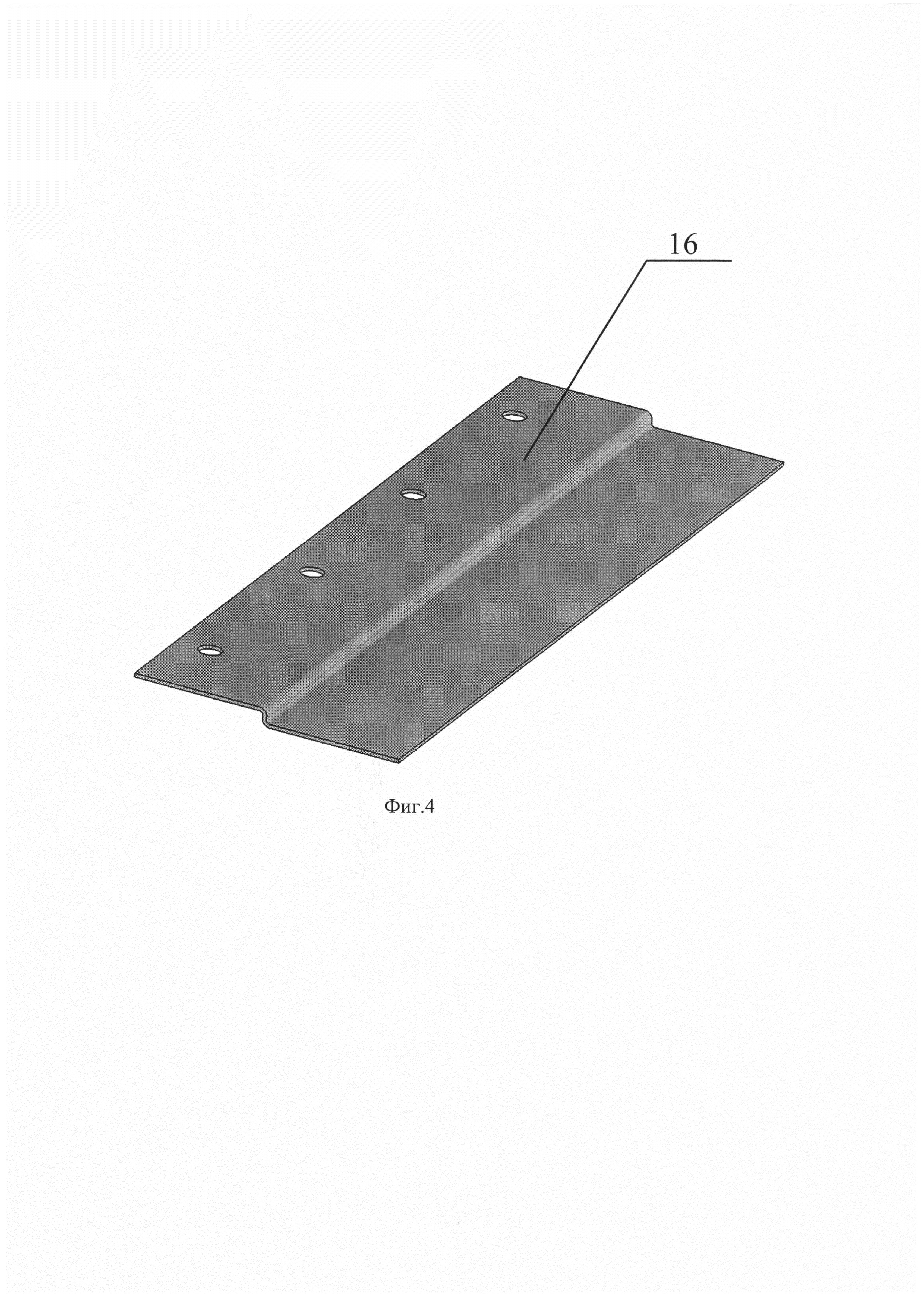
[12]На Фиг. 4 изображена готовая деталь после штамповки.
[13]Гибочный штамп для получения Z-образных деталей из листовых заготовок содержит нижнюю плиту (1), с закрепленной на ней матрицей (2) и направляющими колонками (3) и верхнюю плиту (7). На нижней плите (1) в матрице (2) по скользящей посадке установлен выталкиватель (4). Под выталкивателем (4) в нижней плите (1) расположен второй буфер (5). Верхняя плита (7) выполнена с направляющими втулками (8), в которые установлены с возможностью перемещения направляющие колонки (3). На верхней плите (7) закреплен пуансон (6), выполненный со ступенькой (9), на которой последовательно закреплены винтами (12) с возможностью перемещения первый буфер (11) и прижим (10). В прижиме (10) выполнены отверстия (17). Выталкиватель (4) выполнен с выступом (15), расположенным напротив прижима (10), и на выступе (15) выталкивателя (4) выполнены фиксаторы (14) соосно с отверстиями (17) прижима (10). Первый и второй буферы (11), (5) выполнены из резины, например марки ТМКЩ.
[14]Гибочный штамп для получения Z-образных деталей из листовых заготовок работает следующим образом. В разомкнутом состоянии верхняя плита (1) находится в крайнем верхнем положении для доступа к выталкивателю (4). Заготовка детали (13) помещается технологическими отверстиями на фиксаторы (14), запрессованные на выступе (15) выталкивателя (4). Заготовка детали (13) может быть выполнена из различных сплавов и материалов, например из сплава АМц. При приложении усилия, например прессом, на верхнюю плиту (1), она приходит в движение. Прижим (10) зажимает заготовку детали (13) на выступе (15) выталкивателя (4), при этом фиксаторы (14) входят в отверстия (17) прижима (10). При дальнейшем приложении усилия второй буфер (5), сжимается и выталкиватель (4) опускается в нижнее рабочее положение (положение на Фиг. 2). Далее под действием пресса по мере сжатия первого буфера (11), винты (12) перемещаются вверх и выступающая часть пуансона (6) производит гибку заготовки (13) сначала в одной плоскости, затем во второй плоскости (положение на Фиг. 3). Получается окончательно согнутая Z-образная деталь с двумя углами 90° (16) (Фиг. 4). Таким образом, осуществляется надежная фиксация заготовки (13) в процессе гибки, обеспечивающая точность размеров готовой детали (16). После окончания действия давления пресса первый и второй буферы (11), (5) разжимаются и выталкиватель (4) поднимается вверх. Деталь (16) свободно снимается с фиксаторов (14).
[15]Таким образом, заявляемая конструкция обеспечивает гибку Z-образной детали с двумя углами 90° с высокой точностью размеров.


{kind=link}